Všeobecné informace
Použité typy dat
UINT 16 (Unsigned Integer) = celé číslo v rozsahu 0 až 65535.
SINT 16 (Signed Integer) = celé číslo v rozsahu -32768 až 32767.
Příklady přepočtu:- Pro kladnou hodnotu (SINT 16) = požadovaná rychlost drátu x faktor = 12,3 m/min x 100 = 1230dec = 04CEhex.
- Pro kladnou hodnotu (SINT 16) = požadovaná korekce délky oblouku x faktor = = -6,4 x 10 = -64dec = FFC0hex.
Unsigned (UINT): | Signed (SINT): | ||||
|---|---|---|---|---|---|
Typ: | Unsigned 16 Bit integer = 16 bitů | Typ: | Signed 16 Bit integer (15 bitů + 1 znaménkový Bit*) | ||
Rozsah: | 0 až 65535 | Rozsah: | -32768 až 32767 | ||
0000 | -10 | (0000000000000000) | 0000 | 0000 | (0*000000000000000) |
32767 | 0 | (0111111111111111) | 56 | 56 | (0*000000000111000) |
65535 | +10 | (1111111111111111) | -64 | -64 | (1*111111111000000) |
* = pokud má zadaná hodnota záporné znaménko, je nastavený znaménkový Bit High – viz označení. | |||||
Použité typy dat
UINT 16 (Unsigned Integer) = celé číslo v rozsahu 0 až 65535.
SINT 16 (Signed Integer) = celé číslo v rozsahu -32768 až 32767.
Příklady přepočtu:- Pro kladnou hodnotu (SINT 16) = požadovaná rychlost drátu x faktor = 12,3 m/min x 100 = 1230dec = 04CEhex.
- Pro kladnou hodnotu (SINT 16) = požadovaná korekce délky oblouku x faktor = = -6,4 x 10 = -64dec = FFC0hex.
Unsigned (UINT): | Signed (SINT): | ||||
|---|---|---|---|---|---|
Typ: | Unsigned 16 Bit integer = 16 bitů | Typ: | Signed 16 Bit integer (15 bitů + 1 znaménkový Bit*) | ||
Rozsah: | 0 až 65535 | Rozsah: | -32768 až 32767 | ||
0000 | -10 | (0000000000000000) | 0000 | 0000 | (0*000000000000000) |
32767 | 0 | (0111111111111111) | 56 | 56 | (0*000000000111000) |
65535 | +10 | (1111111111111111) | -64 | -64 | (1*111111111000000) |
* = pokud má zadaná hodnota záporné znaménko, je nastavený znaménkový Bit High – viz označení. | |||||
Chování svařovacího přístroje při připojení rozhraní
Pokud je svařovací přístroj ze série TPS/i spojený s rozhraním robota, nastavení na svařovacím přístroji zůstane zachováno (režim 2takt, režim speciální 2takt, ...).
Pokud je svařovací přístroj ze série TPS spojený s rozhraním robota, svařovací přístroj automaticky navolí režim 2takt.
Dostupnost funkcí
Na základě aktualizací mohou být u přístroje k dispozici funkce, které nejsou v tomto dokumentu popsány, a naopak.
Doba přenosu signálu

Zobrazení doby přenosu signálu; zobrazené signály slouží pouze jako příklady
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci k tomuto přístroji a všem systémovým komponentám a porozumět jim.
Digitální vstupy
Welding start (Svařování zap.) - Single Bit
Náběhovou hranou signálu Welding start se spustí svařovací proces.
- Dokud je signál Welding start aktivní, svařovací proces probíhá.
Výjimky: Signál Robot ready je deaktivován nebo svařovací přístroj hlásí chybu (například: přehřátí, nedostatek chladicího média, ...). - Signál Welding start může být aktivován nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
- Dokud je signál Welding start aktivní, nelze aktivovat režim Touch mode.
- Při provozu s jedním drátem bude spuštěn svařovací proces aktivního svařovacího přístroje.
- V režimu TWIN bude spuštěn svařovací proces na obou svařovacích přístrojích.
Welding start (Svařování zap.) - Single Bit
Náběhovou hranou signálu Welding start se spustí svařovací proces.
- Dokud je signál Welding start aktivní, svařovací proces probíhá.
Výjimky: Signál Robot ready je deaktivován nebo svařovací přístroj hlásí chybu (například: přehřátí, nedostatek chladicího média, ...). - Signál Welding start může být aktivován nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
- Dokud je signál Welding start aktivní, nelze aktivovat režim Touch mode.
- Při provozu s jedním drátem bude spuštěn svařovací proces aktivního svařovacího přístroje.
- V režimu TWIN bude spuštěn svařovací proces na obou svařovacích přístrojích.
Robot ready (Robot připraven) - Single Bit
Tento signál je vydán robotem, jakmile je robot připraven ke svařování.
- Pokud je signál robotem resetován během svařování, svařovací proces se kontrolovaně ukončí (bez provedení rutiny vyplnění kráteru).
- Kromě toho je generována chyba Robot not ready. Tuto chybu je nutné resetovat buď na ovládacím panelu svařovacího přístroje, nebo prostřednictvím rozhraní robota.
- Zadávat požadované hodnoty v provozním režimu interní volby parametrů je možné, i když není aktivní signál Robot ready.
Working mode (Provozní režim) - Single Bit
Tímto signálem se volí provozní režim svařovacího přístroje.
Rozsah hodnot provozního režimu: | |||||
|---|---|---|---|---|---|
Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Popis |
0 | 0 | 0 | 0 | 0 | Interní volba parametrů |
0 | 0 | 0 | 0 | 1 | Režim speciální 2takt s charakteristikami |
0 | 0 | 0 | 1 | 0 | Provoz s programovými bloky |
0 | 1 | 0 | 0 | 0 | Režim 2takt s charakteristikami |
0 | 1 | 0 | 0 | 1 | Standardní ruční svařování MIG/MAG 2takt |
1 | 0 | 0 | 0 | 1 | Zastavení čerpadla chladicího média |
- Ovládací panel nebo dálkový ovladač umožňují zadávat všechny požadované hodnoty rozhodující pro svařování a nastavení materiálu. Díky tomu je vytváření a ukládání programových bloků zcela snadné.
- Vygenerování všech ostatních signálů probíhá prostřednictvím robota.
- Zadávání hodnot je možné provádět i během svařování.
- Provozní režim 4takt
- Provozní režim speciální 4takt
- Elektroda
- TIG.
- Chcete-li provést volbu parametrů svařování prostřednictvím analogových požadovaných hodnot a čísel charakteristik (ID charakteristik), musíte použít správné číslo charakteristiky. Čísla charakteristik najdete na webové stránce svařovacího přístroje v přehledu charakteristik.
- Číslem charakteristiky je definován také svařovací postup (standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG LSC, MIG/MAG PMC, MIG/MAG CMT, ...).
- Je možné vybírat pouze charakteristiky, které byly pro svařovací přístroj předem aktivovány.
- V režimu speciální 2takt s charakteristikami se používají parametry začátku/konce svařování.

Průběh signálu v režimu speciální 2takt
- Volba parametrů svařování se provádí prostřednictvím dat uložených v programových blocích.
- Funkce EasyJob se deaktivuje, jakmile se připojí modul CC (RI IO/i nebo RI IO PRO/i).
- Neexistuje programový blok s číslem 0. Volbou čísla programu 0 lze zvolit programový blok na ovládacím panelu svařovacího přístroje.
- Chcete-li provést volbu parametrů svařování prostřednictvím analogových požadovaných hodnot a čísel charakteristik (ID charakteristik), musíte použít správné číslo charakteristiky. Čísla charakteristik najdete na webové stránce svařovacího přístroje v přehledu charakteristik.
- Pomocí ID charakteristiky je definován také svařovací postup (standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG LSC, MIG/MAG PMC, MIG/MAG CMT, ...).
- Je možné vybírat pouze charakteristiky, které byly pro svařovací přístroj předem aktivovány.

Průběh signálu u režimu 2takt
U standardního ručního svařování MIG/MAG s charakteristikami se musí použít režim 2takt s charakteristikami.
Popis standardního ručního svařování MIG/MAG 2takt:- Standardní ruční svařování MIG/MAG je svařovací postup MIG/MAG bez synergické funkce. Změna parametru nevyvolá automatické přizpůsobení ostatních parametrů. Všechny volitelné parametry (rychlost drátu, svařovací napětí, dynamika) je zapotřebí jednotlivě nadefinovat s ohledem na požadavky konkrétního svařovacího procesu.
- V režimu Working mode 17 je čerpadlo chladicího média přepnuto do polohy „Stop“ (lze také z externího řízení). Chladicí okruh je přerušen, všechny ostatní funkce svařovacího přístroje zůstávají aktivní. Procesní parametr „Provozní režim chladicího modulu“ se režimem Working mode 17 nemění.
- Po ukončení režimu Working mode 17 je třeba znovu zvolit požadovaný provozní režim.
- Svařování v režimu Working mode 17 není možné.
Gas on (Plyn zap.) - Single Bit
Pomocí signálu Gas on se otevře magnetický plynový ventil a tím se aktivuje proudění plynu.
- Dokud je signál ve stavu High, zůstává magnetický plynový ventil otevřený.
- Proudění plynu může být aktivováno nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
- Během svařování je předfuk a dofuk plynu řízen svařovacím přístrojem. Proto není nutné aktivovat předfuk a dofuk plynu samostatně.
- Pokud je signál Gas on High vyslán dříve než signál Welding start, není předfuk plynu svařovacího přístroje aktivní.
- Signál Gas on se může aktivovat, jen pokud je současně aktivován signál Robot ready. Pokud tomu tak není, musí se proudění plynu aktivovat stisknutím tlačítka na některé ze systémových komponent Fronius (svařovací přístroj, podavač drátu, hadicové vedení svařovacího hořáku, ...).
- Při provozu s jedním drátem s tělem hořáku Single se otevře magnetický plynový ventil aktivní procesní linky.
- V režimu TWIN se otevřou oba magnetické plynové ventily.
- Při svařování s tělem hořáku TWIN se vždy otevřou oba magnetické plynové ventily.
Wire forward (Drát dopředu) - Single Bit
Signál Wire forward aktivuje spuštění podavače drátu.
- Drátová elektroda bude bez proudu a plynu zavedena do hadicového vedení.
- Podavač drátu může být aktivován nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky…).
- Signál odpovídá tlačítku zavedení drátu na ovládacím panelu svařovacího přístroje, na podavači drátu a na hadicovém vedení svařovacího hořáku. Podrobný popis funkce tlačítka zavedení drátu najdete v návodech k obsluze příslušných systémových komponent / v dokumentaci kompletního svařovacího systému.
- Dokud je aktivní signál Wire forward, nelze generovat signál Wire backward.
- Signál Wire forward se může aktivovat, jen pokud je současně aktivován signál Robot ready. Pokud tomu tak není, musí se zavedení drátu aktivovat tlačítkem zavedení drátu na některé ze systémových komponent Fronius (podavač drátu, hadicové vedení svařovacího hořáku…).
- Drátovou elektrodu je možné zavést maximálně v délce 50 m (164 feet 0.5 inch) (= bezpečnostní zastavení).
- Pulzní signál = drátová elektroda se vysune asi o 1 mm (0.039 inch).
- Trvalý signál = funkce kontrolovaného posuvu – jakmile se drátová elektroda dotkne svařovaného materiálu, podavač drátu se zastaví.
- Při provozu s jedním drátem bude podávána drátová elektroda aktivní procesní linky.
- V režimu TWIN budou podávány obě drátové elektrody.
- Pokud se provozní režim TWIN během podávání drátu změní, podávání drátu se této změně přizpůsobí.
Wire backward (Zpětný chod drátu) - Single Bit
Signál Wire backward aktivuje zpětné zatažení drátové elektrody.
- Lze jej použít pro kompletní zpětné zatažení drátové elektrody ze svařovacího hořáku nebo pro zatažení jen určité délky.
- Zpětné zatažení může být aktivováno nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
- Signál odpovídá tlačítku zpětného chodu drátu na ovládacím panelu svařovacího přístroje, na podavači drátu a na hadicovém vedení svařovacího hořáku. Podrobný popis funkce tlačítka zpětného chodu drátu najdete v návodech k obsluze příslušných systémových komponent / v dokumentaci kompletního svařovacího systému.
- Dokud je aktivní signál Wire backward, nelze generovat signál Wire forward.
- Signál Wire backward se může aktivovat, jen pokud je současně aktivován signál Robot ready. Pokud tomu tak není, musí se zpětné zatažení drátové elektrody aktivovat tlačítkem zpětného zatažení na některé ze systémových komponent Fronius (podavač drátu, hadicové vedení svařovacího hořáku, ...).
- Drátovou elektrodu je možné zatáhnout zpět maximálně v délce 50 m (164 feet 0.5 inch) (= bezpečnostní zastavení).
- Pulzní signál = drát se posune zpět asi o 1 mm (0.039 inch).
- Trvalý signál = nepřetržitý zpětný chod drátu.
- Při provozu s jedním drátem bude podávána drátová elektroda aktivní procesní linky.
- V režimu TWIN budou podávány obě drátové elektrody.
- Pokud se provozní režim TWIN během podávání drátu změní, podávání drátu se této změně přizpůsobí.
Error reset (Potvrdit chybu)
Pokud svařovací přístroj vydá chybové hlášení, bude chyba resetována prostřednictvím signálu Error reset.
Pro úspěšné potvrzení chyby musí zůstat signál aktivní minimálně 10 ms.
VAROVÁNÍ!
Nebezpečí v důsledku nenadále spuštěného svařovacího procesu.
Následkem mohou být těžká poranění a materiální škody.
Bezpodmínečně odstraňte příčinu závady dříve, než dojde k resetování chybového hlášení signálem Error reset.
VAROVÁNÍ!
Nebezpečí v důsledku nenadále spuštěného svařovacího procesu, pokud je stále aktivní signál Error reset a zároveň je vyslán signál Welding start.
Následkem mohou být těžká poranění a materiální škody.
Zajistěte, aby signál Welding start nebyl aktivní během odstraňování závady, pokud je současně aktivní signál Error reset.
Dodatečné informace pro systémy TWIN:
Tímto signálem bude chyba na obou svařovacích přístrojích resetována.
Touch sensing (Touchsensing) – Single Bit
POZOR!
Nebezpečí úrazu způsobeného šokem v důsledku zásahu elektrickým proudem.
Při aktivovaném signálu Touch sensing je na drátovou elektrodu / plynovou hubici přivedeno napětí cca 70 V (proud max. 3 A).
Při dotyku může dojít k neškodnému, ale citelnému zásahu elektrickým proudem. Může dojít ke zraněním.
Při aktivovaném signálu Touch sensing se nedotýkejte drátové elektrody ani těla svařovacího hořáku (plynové hubice, kontaktní špičky, …).
Při aktivovaném signálu Teach mode se nedotýkejte elektricky vodivých dílů, kterých se dotýká drátová elektroda a tělo svařovacího hořáku (plynová hubice, kontaktní špička, ...).
Pomocí signálu Touch sensing je možné zjistit kontakt drátové elektrody nebo plynové hubice se svařencem = zkrat mezi svařencem a drátovou elektrodou nebo plynovou hubicí.
- Pokud je signál Touch sensing aktivní, na ovládacím panelu svařovacího přístroje se zobrazí text touch a na drátovou elektrodu / plynovou hubici je přiváděno napětí cca 70 V (proud omezen na 3 A).
- Vznik zkratu je prostřednictvím signálu Arc stable / Touch signal (viz str. (→)) a Touch signal (viz str. (→)) přenesen do řízení robota.
- Doba aktivace signálů Arc stable / Touch signal (viz str. (→)) a Touch signal (viz str. (→)) je o 0,3 sekundy delší než trvání zkratového proudu.
- Dokud je aktivní signál Welding start, nelze aktivovat signál Touch sensing.
- Svařovací proces je možné spustit, pokud je signál Touchsensing aktivní. Funkce Touch se přitom automaticky deaktivuje.
- Touchsensing lze aktivovat nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
Funkce/průběh: Touch sensing:

UPOZORNĚNÍ!
Riziko překrytí signálů.
Důsledkem mohou být problémy v připojení rozšířené výbavy Wirebrake.
Po deaktivaci signálu Touch sensing vyčkejte 4 sekundy, až bude vyslán jiný signál.
- Signál Touch sensing se spustí na obou svařovacích přístrojích, ale zpracovává se vždy pouze na jedné drátové elektrodě.
- Při provozu s jedním drátem bude použita drátová elektroda aktivní procesní linky.
- V režimu TWIN bude použita drátová elektroda hlavní procesní linky (Lead) – signály Touch Sensing jsou generovány pouze při dotycích drátové elektrody hlavního svařovacího přístroje (Lead).
Doplňující informace pro Touch sensing s plynovou hubicí:
Pokud má určení polohy probíhat na základě dotyku svařence a plynové hubice (namísto drátové elektrody), musí být plynová hubice spojena s vedením svařovacího proudu prostřednictvím RC členu nebo rozšířené výbavy Touch Sensing Adv.
Plynová hubice + RC člen:- Použití RC členu je nutné, aby se během svařování, při možném kontaktu plynové hubice se svařencem:
- Zabránilo nepřípustným hodnotám proudu procházejícího spojením mezi plynovou hubicí a vedením svařovacího proudu.
- Předešlo ovlivnění svařovacího procesu.
- Při určování polohy na základě dotyku plynové hubice proudí zkratový proud tak dlouho, dokud se nenabijí kondenzátory RC členu (několik milisekund). Pro spolehlivé určení polohy prostřednictvím řízení robota zůstávají signály Arc stable a Touch sensing aktivní o 300 ms déle, než trvá zkratový proud.
- S rozšířenou výbavou OPT/i Touch Sense Adv. se signál Touchsensing používá také ke kontrole, zda mezi plynovou hubicí a kontaktní špičkou není zkrat.
Torch blow out (Profuk svařovacího hořáku) - Single Bit
Pokud je v robotizovaném podavači drátu vestavěn přídavný magnetický ventil pro stlačený vzduch, je řízen signálem Torch blow out.
Signál se používá pro odstranění nečistot z plynové hubice při čištění svařovacího hořáku.
Welding simulation (Simulace svařování) - Single Bit
Svařovací přístroj simuluje pomocí signálu Welding simulation reálný svařovací proces.
- Dráhu svařování naprogramovanou v řízení robota tak lze projet bez skutečného svařování.
- Jsou aktivní všechny signály jako při skutečném svařování (žádné aktuální hodnoty)
- Process active
- Current flow
- Arc stable
- Robot motion release
- Main current signal
- Oblouk se nezapálí (signál Welding start).
- Drátová elektroda se neposouvá (signál Wire forward a Wire backward).
- Magnetický plynový ventil není ovládán (signál Gas on).
- Ventil profuku není ovládán (signál Torch blow out).
Synchropulse on (SynchroPuls zap.) - Single Bit
Signálem Synchropulse on, se aktivuje/deaktivuje funkce SynchroPuls nastavená ve svařovacím přístroji. Signál může být aktivován před svařováním nebo během něho.
WireBrake on (Brzda drátu zap.) - Single Bit
Je-li aktivní signál WireBrake on, bude drátová elektroda přidržena pomocí komponenty OPT/i MHP WireBrake.
OPT/i MHP WireBrake je mechanická součást, která je namontovaná mezi hadicové vedení svařovacího hořáku a tělo hořáku.
Signál WireBrake on lze aktivovat nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky, ...).
Pokud byla v systému zjištěna komponenta OPT/i MHP WireBrake, bude funkcí Touch sensing automaticky vyslán signál WireBrake on.
UPOZORNĚNÍ!
Riziko v důsledku překrytí signálů.
Důsledkem mohou být problémy při uchycení drátové elektrody.
Doporučujeme neaktivovat žádný jiný signál, dokud je aktivní signál WireBrake on.
Po deaktivaci signálu WireBrake on vyčkejte 4 sekundy, až bude aktivní jiný signál.
Podrobný popis průběhu programu najdete v návodu k obsluze zařízení Robacta TX 10i/G/W.
Dodatečné informace pro systémy TWIN:
Signál WireBrake není dostupný pro hadicová vedení TWIN.
Torchbody Xchange (Výměna těla hořáku) - Single Bit
Signál Torchbody Xchange je dostupný pouze ve spojení s výměnným systémem těla hořáku.
Pokud má signál hodnotu High, spojka těla hořáku se otevře.
Torchbody Xchange lze aktivovat nezávisle na provozním režimu (interní volba parametrů, režim 2takt s charakteristikami, provoz s programovými bloky).
UPOZORNĚNÍ!
Riziko překrytí signálů.
Důsledkem mohou být problémy při výměně těla hořáku.
Doporučujeme neaktivovat žádný jiný signál, dokud je aktivní signál Torchbody Xchange.
Po deaktivaci signálu Torchbody Xchange vyčkejte 3 sekundy, až bude aktivní jiný signál.
Podrobný popis sekvence programu – viz návod k obsluze výměnného systému těla hořáku.
Teach mode - Single Bit
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku aktivovaného režimu Teach mode. Při aktivovaném režimu Teach mode je na drátovou elektrodu / kontaktní špičku přivedeno napětí cca 70 V (proud max. 3 A).
Následkem mohou být těžká zranění nebo smrt.
Při aktivovaném režimu Teach mode se nedotýkejte drátové elektrody ani kontaktní špičky.
Při aktivovaném režimu Teach mode se nedotýkejte elektricky vodivých dílů, kterých se dotýká drátová elektroda nebo kontaktní špička.
Teach mode lze použít pro vytvoření programu robota. Pokud je Teach mode aktivován (signál High), zamezí se ohnutí drátové elektrody při přípravě robota.
Teach mode lze aktivovat nezávisle na provozním režimu (interní volba parametrů, režim speciální 2takt s charakteristikami, provoz s programovými bloky…).
Princip funkce Teach mode:
 |
|
 |
|
 |
|
- Jakmile se drátová elektroda dotkne svařence, Touch signal se nastaví na hodnotu High.
- Až když drátová elektroda kontakt se svařencem zase ztratí, Touch signal se nastaví na hodnotu Low.
UPOZORNĚNÍ!
Použití režimu Teach mode v kombinaci s velmi měkkými drátovými elektrodami je riskantní.
Důsledkem mohou být neočekávané výsledky svařování způsobené ohnutými drátovými elektrodami.
Při použití režimu Teach mode s velmi měkkými drátovými elektrodami může dojít k ohnutí drátové elektrody. Chcete-li zamezit odhoření drátu v důsledku ohnutí drátové elektrody, před zahájením svařování odviňte drátovou elektrodu a zkraťte ji asi o 50 mm (1.97 inch).
- Při provozu s jedním drátem se aktivuje Teach mode pro aktivní procesní linku.
- V režimu TWIN se aktivuje Teach mode pro obě procesní linky
- Vzorkovací frekvence drátové elektrody při kontaktu s dílem je v případě hlavního svařovacího přístroje (Lead) vyšší než vzorkovací frekvence v případě podřízeného svařovacího přístroje (Trail).
ExtInput 1-8 (Externí vstup 1–8) - Single Bit
Vstupy pro řízení rozšířené výbavy, například OPT/i RI FB REL.
- Max. napětí = DC 113 V / AC 68 V
- Max. proudové zatížení 1 A
Příklad výstupů: ExtInput1 = OPT_Output 1.
Vstupy nemají žádný vliv na jiné signály (například Robot ready, ...)

| (1) | Výstup robota |
| (2) | Vstup svařovacího přístroje |
| (3) | Výstup rozšířené výbavy |
- Systémy TWIN jsou kompatibilní jen s rozšířenou výbavou OPT/i RI FB REL EXT 8I/8O.
- Signály se převádějí do obou svařovacích přístrojů a tam jsou dostupné na výstupech použité reléové stanice.
Job number (Číslo programu) - Group Input
Prostřednictvím tohoto signálu bude provedeno svařování s parametry, které jsou uloženy pod zvoleným číslem programu (1–1000).
Volbou čísla programu 0 lze vybrat programový blok na ovládacím panelu svařovacího přístroje.
Dodatečné informace pro systémy TWIN:
Čísla programů musejí být pro každý svařovací přístroj zvolena jednotlivě.
Welding characteristic (Číslo charakteristiky) - Group Input
Prostřednictvím tohoto signálu se svařovací proces předvolí na základě čísla charakteristiky.
Volbou čísla charakteristiky 0 lze vybrat nastavení materiálu a svařovací postup na ovládacím panelu svařovacího přístroje.
Příklady čísel charakteristik:- 2765 = G3Si1 / 1,2mm / Ar 15-20 %, CO2 / LSC
- 3189 = G3Si1 / 1,2mm / Ar 15-20 %, CO2 / PMC
Dodatečné informace pro systémy TWIN:
Čísla charakteristik musejí být pro každý svařovací přístroj zvolena jednotlivě.
Disable process control (Deaktivace korekce závislé na procesu) - Group Input
Pokud je tento signál aktivní, je možné provést korekci závislou na procesu (signál Process controlled correction) ručně na svařovacím přístroji.
Dodatečné informace pro systémy TWIN:
Korekce závislé na procesu musejí být pro každý svařovací přístroj aktivována jednotlivě.
Processline select (Výběr procesní linky) - Group Input
Tento signál slouží pro výběr požadované procesní linky.
Signál je k dispozici pouze při splnění těchto podmínek:- Ve svařovacím přístroji je k dispozici rozšířená výbava robota s dvojitou hlavou OPT/i TransPuls Synergic.
- Každá procesní linka má vlastní podavač drátu.
Bit 1 | Bit 0 | Popis |
|---|---|---|
0 | 0 | Podavač drátu 1 (tovární nastavení) |
0 | 1 | Podavač drátu 2 |
1 | 0 | Podavač drátu 3 |
- Přepínání mezi procesními linkami se provádí pouze prostřednictvím robota.
- Neaktivní podavače drátu jsou napájeny pouze napětím, systémová sběrnice je odpojená. Výsledkem jsou následující omezení:
- Dostupná aktualizace softwaru bude v podavači drátu provedena, až bude podavač drátu součástí zvolené procesní linky.
- Signál CAT se u neaktivních podavačů drátu nevyhodnocuje.
- U hadicových vedení neaktivních procesních linek nelze provést zkoušku plynu, zavedení drátu, zpětné zatažení drátu apod.
- U hadicových vedení neaktivních procesních linek se identifikace svařovacího hořáku nenačítá.
- Dálkové ovladače neaktivních procesních linek jsou také neaktivní.
TWIN mode (Provozní režim TWIN) - Group Input
Tento signál definuje, ve kterém režimu TWIN mode bude příslušný svařovací přístroj pracovat.
Tímto signálem lze provést následující nastavení:- Svařování jedním drátem nebo svařování TWIN.
- Určení, která procesní linka je při svařování TWIN hlavní (Lead).
- Určení, která procesní linka je aktivní při svařování jedním drátem.
Provozní režimy je možné měnit před svařováním i během něho.
Bit 32 | Bit 33 | Popis |
|---|---|---|
0 | 0 | Režim s jedním drátem, linka 1 |
0 | 1 | Režim TWIN, hlavní linka 2 (Lead) |
1 | 0 | Režim TWIN, hlavní linka 1 (Lead) |
1 | 1 | Režim s jedním drátem, linka 2 |
Contact tip short circuit detection on (zapnutí rozpoznání zkratu kontaktní špičky) - Single Bit
- Je-li touto operací zjištěn zkrat, signál Short circuit contact tip je nastaven na hodnotu High.
Tento signál je k dispozici pouze u systémů TWIN pracujících v režimu TWIN (není k dispozici pro režim s jedním drátem).
Documentation mode (Dokumentační režim) - Single Bit
Tento signál slouží pro výběr, zda má svarové spoje počítat svařovací přístroj, nebo robot.
Úroveň signálu = Low:- Počítání svarových spojů provádí svařovací přístroj.
- S každým dokončeným svařováním se počet spočítaných svarových spojů zvýší o 1. Po vypnutí/zapnutí svařovacího přístroje začne počítání znovu od 0. Počáteční hodnotu lze také přednastavit (aby počítání začínalo 10 místo 0).
- Výjimka: Používá-li se Fronius Data Channel, číslo svarového spoje se zadává z kanálu Fronius Data Channel, nikoli ze svařovacího přístroje.
- Zadání čísla svarového spoje provádí robot.
WireSense start - Single Bit
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem. Při aktivovaném signálu WireSense start je na drátovou elektrodu / kontaktní špičku přivedeno napětí cca 50 V (proud max. 1 A).
Následkem mohou být těžká zranění nebo smrt.
Při aktivovaném signálu WireSense start se nedotýkejte drátové elektrody ani kontaktní špičky.
Při aktivovaném signálu WireSense start se nedotýkejte elektricky vodivých dílů, kterých se dotýká drátová elektroda nebo kontaktní špička.
- Funkce WireSense - Sensing Mode (= rozpoznávání obrysu): slouží k nasnímání povrchu/geometrie dílu
- Tato funkce je aktivní, je-li aktivován Signal WireSense start a u signálu WireSense edge detection je zadána hodnota výšky menší než 0,5 mm (0.02 inch).
- Rozpoznávání hran (funkce WireSense - Edge Detection Mode) není u této funkce aktivní.
- U této funkce není generován Touch signal .
- Funkce WireSense - Edge Detection Mode (= rozpoznávání hran): slouží k rozpoznání jednotlivých hran
- Tato funkce je aktivní, je-li aktivován Signal WireSense start a u signálu WireSense edge detection je zadána hodnota výšky větší nebo rovna 0,5 mm (0.02 inch).
- Podrobnější informace najdete WireSense edge detection - Group Input / Analog Input na str. (→).
- Jakmile je signál aktivní, začne se drátová elektroda pohybovat dopředu a dozadu.
- Po prvním kontaktu drátové elektrody se svařencem se bod prvního dotyku používá jako nulová poloha (referenční bod) pro měření výšky prostřednictvím funkce WireSense.
- Pokud je WireSense už aktivní (proces WireSense už běží), je možné drátovou elektrodu posunout maximálně o 25 mm (0.98 inch). Pokud v rámci těchto 25 mm (0.98 inch) nedojde ke kontaktu se svařencem, podávání drátu se zastaví.
- Při prvním spuštění funkce WireSense (bez předchozího kontaktu se svařencem) lze drátovou elektrodu posunout maximálně o 450 mm (17.72 inch). Pokud v rámci těchto 450 mm (17.72 inch) nedojde ke kontaktu se svařencem, podávání drátu se zastaví.
Podrobnější informace týkající se funkce WireSense viz oddíl WireSense – podrobnější informace od str. (→).
Dodatečné informace pro systémy TWIN:- Při provozu s jedním drátem se WireSense aktivuje a vyhodnocuje pouze pro aktivní procesní linku.
- V režimu TWIN se aktivuje WireSense pro obě procesní linky. Mějte na paměti následující skutečnosti:
- Dotykový signál (Touch signal), který může být vygenerován při zjišťování hran WireSense edge detection, je spouštěn pouze hlavním svařovacím přístrojem (Lead).
- Polohové signály při rozpoznávání obrysu (WireSense - Sensing Mode) jsou na rozhraní s druhým samostatným výstupním signálem vydávány současně – Signal Wire position pro svařovací přístroj 1 a svařovací přístroj 2.
WireSense break - Single Bit
- Tento signál se projeví pouze tehdy, je-li současně aktivní signál WireSense start.
- Tento signál slouží k přerušení procesu WireSense, ale také k uchování referenčního bodu, který byl stanoven při prvním spuštění procesu WireSense.
- Signál WireSense break zastaví pohyb drátu, když je signál WireSense start aktivní – například při přemosťování větší vzdálenosti mezi dvěma svařenci (pokud se drátová elektroda dotkne svařence, když je signál WireSense break aktivní, dojde i přesto k jejímu zatažení, aby se zabránilo ohnutí).
- Referenční bod, který byl stanoven při prvním spuštění procesu WireSense, zůstane uložený, zatímco je signál WireSense break aktivovaný.
- Po deaktivaci signálu WireSense break se znovu spustí pohyb drátu a pokračuje měření výšky.
- Při nastavení signálu WireSense break je současně deaktivován signál Arc stable. Jakmile je signál WireSense break opět deaktivován, signál Arc stable je znovu aktivován.
Podrobnější informace týkající se funkce WireSense viz oddíl WireSense – podrobnější informace od str. (→).
Dodatečné informace pro systémy TWIN:- Při provozu s jedním drátem signál WireSense zastaví pouze drátovou elektrodu aktivní procesní linky (WireSense break nur die Drahtelektrode der aktiven Prozesslinie).
- V režimu TWIN zastaví signál WireSense obě drátové elektrody (WireSense break beide Drahtelektroden).
Analogové vstupy
Wire feed speed command value (Požadovaná hodnota rychlosti drátu) - Group Input / Analog Input
Požadovaná hodnota může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání požadovaných hodnot platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control, CMT, ConstantWire.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
-32768 | Podavač drátu | -327,68 m/min (v závislosti na podavači drátu) |
+32767 | Podavač drátu | +327,67 m/min (v závislosti na podavači drátu) |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Podavač drátu | 0 % (v závislosti na podavači drátu) |
10 V | Podavač drátu | 100 % (v závislosti na podavači drátu) |
Dodatečné informace pro systémy TWIN: | ||
- Faktor = 100
- Typ dat SINT
- Údaj jako procentuální hodnota. Příklad: 15 % = změna o 1 500 kroků.
Wire feed speed command value (Požadovaná hodnota rychlosti drátu) - Group Input / Analog Input
Požadovaná hodnota může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání požadovaných hodnot platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control, CMT, ConstantWire.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
-32768 | Podavač drátu | -327,68 m/min (v závislosti na podavači drátu) |
+32767 | Podavač drátu | +327,67 m/min (v závislosti na podavači drátu) |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Podavač drátu | 0 % (v závislosti na podavači drátu) |
10 V | Podavač drátu | 100 % (v závislosti na podavači drátu) |
Dodatečné informace pro systémy TWIN: | ||
- Faktor = 100
- Typ dat SINT
- Údaj jako procentuální hodnota. Příklad: 15 % = změna o 1 500 kroků.
Arclength correction (Korekce délky oblouku) - Group Input / Analog Input
Hodnota korekce délky oblouku může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
-32768 | Korekce délky oblouku | -10 % = kratší oblouk |
0 | Korekce délky oblouku | 0 % = uložená hodnota |
+32767 | Korekce délky oblouku | +10 % = delší oblouk |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Korekce délky oblouku | -10 % = kratší oblouk |
5 V | Korekce délky oblouku | 0 % = uložená hodnota |
10 V | Korekce délky oblouku | +10 % = delší oblouk |
Dodatečné informace pro systémy TWIN: | ||
- Faktor = 10
- Typ dat SINT
- Údaj jako absolutní hodnota. Příklad: 1,5 = změna o 150 kroků.
Pulse-/ dynamic correction (Korekce pulzu/dynamiky) - Group Input / Analog Input
Hodnota korekce pulzu/dynamiky může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
-32768 | Korekce pulzu/dynamiky | -10 % = korekce pulzu/dynamiky |
0 | Korekce pulzu/dynamiky | 0 % = uložená hodnota |
+32767 | Korekce pulzu/dynamiky | +10 % = korekce pulzu/dynamiky |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Korekce pulzu/dynamiky | -10 % = korekce pulzu/dynamiky |
5 V | Korekce pulzu/dynamiky | 0 % = uložená hodnota |
10 V | Korekce pulzu/dynamiky | +10 % = korekce pulzu/dynamiky |
Dodatečné informace pro systémy TWIN: | ||
Hotwire current (Proud horkého drátu) - Group Input / Analog Input
Hodnota proudu horkého drátu může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující specifikace platí pro svařovací postup ConstantWire.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Proud horkého drátu | 0 |
65535 | Proud horkého drátu | 6553,5 A |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Proud horkého drátu | 0 |
10 V | Proud horkého drátu | 100 % |
Dodatečné informace pro systémy TWIN: | ||
Wire retract correction (Korekce zatažení drátu) - Group Input / Analog Input
Hodnota korekce zatažení drátu může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control, CMT, ConstantWire.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Korekce zatažení drátu | 0 |
65535 | Korekce zatažení drátu | +10 |
Dodatečné informace pro systémy TWIN: | ||
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Korekce zatažení drátu | 0 |
10 V | Korekce zatažení drátu | +10 |
Dodatečné informace pro systémy TWIN: | ||
Seam number (Číslo svaru) - Group Input / Analog Input
Pomocí této hodnoty se zadává číslo svaru příslušného svařování, například pro dokumentační účely.
Podrobnější informace o dokumentaci svarových spojů viz Documentation mode (Dokumentační režim) - Single Bit na str. (→).
Dodatečné informace pro systémy TWIN:
Zadání čísla svaru se provádí pro oba svařovací přístroje současně.
Welding speed (Rychlost svařování) - Group Input / Analog Input
Pomocí této hodnoty se předává rychlost TCP, kterou se robot pohybuje.
Dodatečné informace pro systémy TWIN:
Předání rychlosti TCP se provádí pro oba svařovací přístroje současně.
WireSense edge detection - Group Input / Analog Input
- Pokud je signálem WireSense edge detection stanovena hodnota menší než 0,5 mm (0.02 inch), je signál WireSense start použit k rozpoznání obrysu.
- Drátová elektroda cyklicky snímá povrch dílu a přitom se neustále generuje naměřená hodnota výšky.
- Touch signal přitom není aktivní.
- Pokud je signálem WireSense edge detection stanovena hodnota v rozsahu 0,5 - 20 mm (0.02 - 0.787 inch), je signál WireSense start použit k rozpoznání a proměření konkrétní hrany.
- Stanovená hodnota (prahová hodnota) definuje, jak musí být hrana minimálně vysoká, aby ji svařovací přístroj rozpoznal.
- Příklad: pokud se použije plech o tloušťce 2 mm (0.079 inches), který má být svařen s překrytím, doporučuje se pomocí tohoto signálu zadat 1,5 mm (0.059 inch) (nedoporučuje se nastavit vždy nejnižší hodnotu 0,5 mm (0.02 inch), protože při tomto nastavení může dojít k chybné detekci, například kvůli svařovacím rozstřikům, nepřesným pohybům robota apod.).
- Touch signal je vyslán, jakmile byla rozpoznána hrana.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Prahová hodnota | 0 mm (0 inch) |
200 | Prahová hodnota | 20 mm (0.787 inch) |
Podrobnější informace týkající se funkce WireSense viz oddíl WireSense – podrobnější informace od str. (→).
Další informace pro detekci hran:
Pro interní výpočet svařovacího přístroje se od zadané prahové hodnoty odečte hodnota 0,2 mm.
- Při provozu s jedním drátem bude pro rozpoznávání hran WireSense edge detection použita pouze drátová elektroda aktivní procesní linky .
- V režimu TWIN budou pro rozpoznávání hran WireSense edge detection používány obě drátové elektrody. Dotykový signál (Touch signal) je v každém případě generován a vysílán pouze pro hlavní svařovací přístroj (Lead).
- Obě drátové elektrody systému TWIN se smí použít jen pro stejnou funkci WireSense:
- Obě drátové elektrody buď pro rozpoznávání obrysu, nebo pro rozpoznávání hran.
Wire forward / backward length (zadání délky pro zavedení drátu / zpětné zatažení drátu) - Group Input / Analog Input
- Signál je aktivní, jakmile je zadána hodnota větší nebo rovna 1 mm (0.039 inch) (0 = neaktivní signál).
- Pokud je zadána hodnota větší nebo rovna 1 mm (0.039 inch), při nastavení signálu Wire forward se drátová elektroda posune jen o tuto zadanou hodnotu. Po dosažení zadané hodnoty se podávání drátu automaticky zastaví.
- Jakmile dojde k dosažení zadané hodnoty:
- je nastaven signál Touch signal (WORD 0 / Byte 0 / Bit 7)
- signál Wire forward musí být deaktivován (jinak funkce zavedení drátu zůstává nadále aktivní)
- pomocí signálu Wire position je určeno, jak daleko má být drátová elektroda posunuta [hodnota zůstává nastavena 1 sekundu; +/- 1 mm (+/- 0.039 inch)]
- Pokud se drátová elektroda dotkne svařence před dosažením zadané hodnoty, nastaví se Touch signal (WORD 0 / Byte 0 / Bit 7) a dodatečně signál Arc stable / Touch signal (WORD 0 / Byte 0 / Bit 5). Podávání drátu se automaticky zastaví.
- Drátovou elektrodu je možné posunout maximálně o 50 m (164 feet 0.5 inch) (= bezpečnostní zastavení).
Pokud nejsou všechny podavače drátu svařovacího systému synchronizované (například kvůli kombinaci pohonné jednotky Robacta Drive a odvíjecího podavače drátu Stand Alone), mohou při záznamu podávané drátové elektrody vzniknout systémové nepřesnosti +/- 5 mm (+/- 0.196 inch).
Požadovaná hodnota může být zadána podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Následující zadání požadovaných hodnot platí pro svařovací postupy: standardní synergické svařování MIG/MAG, pulzní synergické svařování MIG/MAG, MIG/MAG Pulse Multi Control, MIG/MAG Low Spatter Control.
Digital Interface: | |
Rozsah hodnot | Možná min./max. hodnota |
-32768 | 1 mm (0.039 inch) |
+32767 | 10000 mm (393.7 inch) |
Dodatečné informace pro systémy TWIN:
Digitální požadovaná hodnota musí být pro každý svařovací přístroj zadána jednotlivě.
Analog Interface: | |
Rozsah hodnot | Možná min./max. hodnota |
0 V | 1 mm (0.039 inch) |
10 V | 10000 mm (393.7 inch) |
Dodatečné informace pro systémy TWIN:
Zadání analogové požadované hodnoty u systémů TWIN není možné.
Průběh signálu – nastavené délky Wire forward length (= 25 mm / 0.984 inch) bylo dosaženo podle plánu: |
| Průběh signálu – ke kontaktu se svařencem došlo před dosažením nastavené délky Wire forward length (= 25 mm / 0.984 inch): |
 |  |
Digitální výstupy
Definice
Digitální výstupy jsou signály od svařovacího přístroje k robotu.

| (1) | Vstup robota |
| (2) | Výstup svařovacího přístroje |
Definice
Digitální výstupy jsou signály od svařovacího přístroje k robotu.
| (1) | Vstup robota |
| (2) | Výstup svařovacího přístroje |
Heartbeat power source (Heartbeat power source) - Single Bit
Jakmile rozhraní naváže ověřené spojení se svařovacím přístrojem, mění tento signál svůj stav s frekvencí 1 Hz (1 sekunda High, 1 sekunda Low, 1 sekunda High, ...).
Dodatečné informace pro systémy TWIN:
Jakmile RI FB/i TWIN Controller vytvoří ověřené spojení s oběma svařovacími přístroji, změní tento signál svoji činnost s frekvencí 1 Hz (1 sekunda High, 1 sekunda Low, 1 sekunda High, ...).
Power source ready (Svařovací přístroj připraven) - Single Bit
- Signál má hodnotu High, pokud je svařovací přístroj připraven ke svařování.
- Signál má hodnotu Low, pokud na svařovacím přístroji dojde k chybě (Error) nebo je vygenerováno oznámení (Notification).
- Signál lze také označit jako „Obecná chyba“, protože se při každé interní nebo externí chybě změní na Low.
Dodatečné informace pro systémy TWIN:
Tento signál má hodnotu High, až když jsou oba svařovací přístroje připravené ke svařování.
Warning (Varování) - Single Bit
- Signál má hodnotu High, pokud svařovací přístroj vydává varování.
- Signál má hodnotu High, dokud není příčina varování odstraněna.
- Signál přejde automaticky na hodnotu Low, jakmile je příčina varování odstraněna.
- Signál nemá vliv na svařovací proces ani na ovladatelnost svařovacího přístroje (svařování lze spustit; probíhající proces se nepřeruší...).
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile jeden z obou svařovacích přístrojů vydá varování.
Process active (Proces aktivní) - Single Bit
Před zahájením předfuku plynu až do konce dofuku se nastaven signál Process active , aby byl robot informován, že se ještě svařuje. Tak lze například synchronizovat prodlevu robota na konci svarového spoje, aby se zajistila optimální plynová ochrana.
Pokud robot aktivuje signál Welding start, začne plynout doba předfuku plynu, a to ještě před zapálením oblouku.
Po zhasnutí oblouku začíná plynout doba dofuku plynu.

| (1) | Process active (Proces aktivní) |
Dodatečné informace pro systémy TWIN:
Signál se aktivuje, jakmile je jeden z obou svařovacích přístrojů aktivní.
Current flow (Průtok proudu) – Single Bit
Jakmile se drátová elektroda dotkne svařence a protéká proud, je aktivován tento signál – signál má hodnotu High ihned při dotyku svařence.
Během svařování může signál u všech svařovacích postupů klesnout na hodnotu Low – signál funguje stejným způsobem u všech svařovacích postupů.

| (1) | Current flow (Průtok proudu) |
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile jednou z obou elektrod prochází proud.
Robot motion release (Uvolnění pohybu robota) – Single Bit
Signál je aktivní od konce startovacího proudu do konce dofuku.
Doba startovacího proudu začíná běžet, jakmile Current flow má hodnotu High. I když se Current flow přeruší, startovací proud probíhá dál až do nastaveného konce (bez obnoveného spuštění doby startovacího proudu).
Pokud je nastavena doba monitorování oblouku, signál Robot motion release se resetuje, až když je signál Current flow neaktivní déle, než je nastavená doba monitorování oblouku.

| (1) | Robot motion release (Uvolnění pohybu robota) |
- Je nastavena hodnota Arc stable High.
- Je nastavena hodnota Current flow High.
- Vypršela doba startovacího proudu (nikoli doba fáze Slope).
- Je nastavena hodnota Arc stable Low.
- Je nastavena hodnota Welding start Low.
- Je ukončen dofuk.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Arc stable / Touch signal (Stabilní oblouk / dotykový signál) – Single Bit
- Jakmile se drátová elektroda dotkne svařence a prochází proud, tento signál se aktivuje a tím předá do řízení robota informaci, že oblouk hoří.
- Pokud je signál Arc stable / Touch signal aktivní, je aktivní také monitorování oblouku. To neplatí v případě signálu Current flow.
- Při nastavené době monitorování oblouku se signál Arc stable / Touch signal resetuje, až když je signál Current flow neaktivní déle, než je nastavená doba monitorování oblouku.
- Signál Arc stable / Touch signal je aktivní, dokud hoří oblouk.
- Signál Arc stable / Touch signal se aktivuje také, jakmile se v režimu Touch mode (signál Touch sensing je aktivní) drátová elektroda nebo plynová hubice dotkne svařence.
- Podrobnosti o signálu Touch sensing viz Touch sensing (Touchsensing) – Single Bit na str. (→).
- Při použití funkce WireSense se signál Arc stable / Touch signal aktivuje, jakmile se drátová elektroda poprvé dotkne svařence a proces WireSense vykazuje stabilní průběh (při automatickém spouštění funkce WireSense - Slaghammer bude například signál Arc stable / Touch signal vydán až po úspěšném průběhu funkce WireSense - Slaghammer)
- Podrobnější informace týkající se funkce WireSense viz oddíl WireSense start - Single Bit od str. (→).
- Podrobnější informace týkající se funkce WireSense viz oddíl WireSense start - Single Bit od str. (→).
- Při odvíjení drátové elektrody (signál Wire forward) se aktivuje signál Arc stable / Touch signal, jakmile se drátová elektroda dotkne svařence.
| (1) | Arc stable / Touch signal (stabilní oblouk / dotykový signál) |
V závislosti na konkrétním svařovacím postupu funguje signál různě. Níže je uveden přehled fungování signálu v souvislosti s různými svařovacími postupy.
Synergické pulzní svařování MIG/MAG, MIG/MAG Pulse Multi Control, kombinované procesy:
Příklad řádného zapálení na začátku svařování.

Synergické pulzní svařování MIG/MAG, MIG/MAG Pulse Multi Control, kombinované procesy:
Příklad nesprávného zapálení na začátku svařování.

Synergické standardní svařování MIG/MAG, standardní ruční svařování MIG/MAG, MIG/MAG Low Spatter Control, MIG/MAG CMT, MIG/MAG CMT Mix:
Příklad řádného zapálení na začátku svařování.

Synergické standardní svařování MIG/MAG, standardní ruční svařování MIG/MAG, MIG/MAG Low Spatter Control, MIG/MAG CMT, MIG/MAG CMT Mix:
Příklad nesprávného zapálení na začátku svařování.

- Při provozu s jedním drátem platí následující:
- Po zahájení svařování se aktivuje signál Arc stable / Touch signal, jakmile se drátová elektroda dotkne svařence a protéká proud.
- V režimu Touch mode se aktivuje signál Arc stable / Touch signal, jakmile se drátová elektroda dotkne svařence.
- Při použití funkce WireSense se aktivuje signál Arc stable / Touch signal, jakmile proces WireSense- vykazuje stabilní průběh (jakmile je ukončena funkce Slaghammer).
- V režimu TWIN platí následující:
- Po zahájení svařování se aktivuje signál Arc stable / Touch signal, jakmile se obě drátové elektrody dotknou svařence a protéká proud.
- V režimu Touch mode se aktivuje signál Arc stable / Touch signal, jakmile se drátová elektroda hlavního svařovacího přístroje nebo plynová hubice dotkne svařence.
- Při odvíjení drátové elektrody (signál Wire forward) se aktivuje signál Arc stable / Touch signal, jakmile se jedna ze dvou drátových elektrod dotkne svařence.
- Při použití funkce WireSense se aktivuje signál Arc stable / Touch signal, jakmile proces WireSense- vykazuje stabilní průběh u obou drátových elektrod (jakmile je ukončena funkce Slaghammer).
- Při neuzemněném provozu není kontakt drátu se svařencem detekován.
- Signál Arc stable / Touch signal se automaticky aktivuje, jakmile je dokončen předfuk plynu.
- Signál Arc stable / Touch signal se automaticky deaktivuje, jakmile se deaktivuje signál Welding start.
Main current signal (Signál hlavního proudu) - Single Bit
Pokud se svařuje s definovaným startovacím proudem a definovaným koncovým proudem, bude Main current signal aktivován mezi koncem fáze startovacího proudu a začátkem fáze koncového proudu.

| (1) | Main current signal (Signál hlavního proudu) |
- Při provozu s jedním drátem se signál aktivuje, jakmile aktivní procesní linka svařuje hlavním proudem.
- V režimu TWIN se signál aktivuje, jakmile obě procesní linky svařují hlavním proudem.
Collisionbox active (CrashBox aktivní) – Single Bit
Pokud při použití CrashBoxu dojde ke kolizi (se svařencem, upínacím zařízením, ...), kontakt CrashBoxu se otevře a signál Collisionbox active se nastaví na Low.
V takovém případě se doporučuje:- okamžitě uvést robota do klidového stavu a
- ukončit svařování.
Signál nemá vliv na svařovací přístroj.
Torchbody gripped (Tělo hořáku uchyceno) - Single Bit
Signál indikuje, že se do systému přihlásilo tělo hořáku Fronius.
Command value out of range (Požadovaná hodnota mimo rozsah) - Single Bit
Signál indikuje, že vstup „Wire feed speed command value“ je mimo povolený rozsah.
Signál má hodnotu High, pokud například:- možný rozsah je omezen rychlostí drátu:
- zvolená požadovaná hodnota rychlosti drátu = 25 m/min (984.25 inch/min)
- maximální požadovaná hodnota rychlosti drátu podle charakteristiky = 25 m/min (984.25 inch/min)
- maximální možná rychlost podavače drátu = 15 m/min (590.55 inch/min).
- Možný rozsah je omezen charakteristikou:
- zvolená požadovaná hodnota rychlosti drátu = 25 m/min (984.25 inch/min)
- maximální požadovaná hodnota rychlosti drátu podle charakteristiky = 15 m/min
- maximální možná rychlost podavače drátu = 30 m/min (1181.1 inch/min).
Dodatečné informace pro systémy TWIN:
Jakmile je u jedné z obou procesních linií překročen definovaný rozsah, signál se aktivuje.
Correction out of range (Korekce mimo rozsah) - Single Bit
Signál indikuje, že minimálně jedna zvolená korekce (například Arc length correction) je mimo stanovený rozsah.
Dodatečné informace pro systémy TWIN:
Jakmile zvolená korekce u jedné z obou procesních linií překročí definovaný rozsah, signál se aktivuje.
Process Bit (Bit procesu) - Group Output
Tyto signály indikují, který svařovací postup je zvolen.
Rozsah hodnot svařovacího postupu: | |||||
|---|---|---|---|---|---|
Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Popis |
0 | 0 | 0 | 0 | 0 | Žádný proces ani interní volba režimu |
0 | 0 | 0 | 0 | 1 | Pulzní synergické svařování MIG/MAG |
0 | 0 | 0 | 1 | 0 | Standardní synergické svařování MIG/MAG |
0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
0 | 0 | 1 | 0 | 1 | Standardní ruční svařování MIG/MAG |
0 | 0 | 1 | 1 | 0 | Elektroda |
0 | 0 | 1 | 1 | 1 | TIG |
0 | 1 | 0 | 0 | 0 | CMT |
0 | 1 | 0 | 0 | 1 | ConstantWire |
ExtOutput 1-8 (Externí výstup 1–8) - Single Bit
Výstupy pro řízení rozšířené výbavy, například OPT/i RI FB REL.
- Max. napětí = DC 113 V / AC 68 V
- Max. proudové zatížení 2 A
Příklad výstupů: ExtOutput1 = OPT_Input 1.

| (1) | Vstup robota |
| (2) | Výstup svařovacího přístroje |
| (3) | Vstup rozšířené výbavy |
- Systémy TWIN jsou kompatibilní jen s rozšířenou výbavou OPT/i RI FB REL EXT 8I/8O
- Pokud je zapnutý vstupní signál na jednom z obou svařovacích přístrojů, bude signál aktivován také na výstupu sběrnice
Touch signal (Dotykový signál) - Single Bit
- V režimu Touch mode se plynová hubice nebo drátová elektroda dotkne svařence (v závislosti na konfiguraci systému).
- V režimu Teach mode se drátová elektroda dotkne svařence.
- Při odvíjení (signál Wire forward) se drátová elektroda dotkne svařence.
- Při použití funkce WireSense edge detection, byla dosažena nastavená prahová hodnota a tím byla hledaná hrana úspěšně rozpoznána.
- Podrobnější informace týkající se funkce WireSense viz oddíl WireSense – podrobnější informace od str. (→).
- Při provozu s jedním drátem platí následující:
- V režimu Touch mode se dotykový signál (Touch signal) aktivuje, jakmile se drátová elektroda nebo plynová hubice aktivního svařovacího přístroje dotkne svařence.
- Při odvíjení drátové elektrody (signál Wire forward) se aktivuje dotykový signál (Touch signal), jakmile se drátová elektroda aktivního svařovacího přístroje dotkne svařence.
- Při použití režimu Teach mode se aktivuje dotykový signál (Touch signal), jakmile se drátová elektroda aktivního svařovacího přístroje dotkne svařence.
- Při použití rozpoznávání hran (WireSense edge detection) se aktivuje dotykový signál (Touch signal), jakmile aktivní svařovací přístroj rozpozná hranu.
- V režimu TWIN platí následující:
- V režimu Touch mode se aktivuje dotykový signál (Touch signal), jakmile se drátová elektroda hlavního svařovacího přístroje (Lead) nebo plynová hubice dotkne svařence.
- Při odvíjení drátové elektrody (signál Wire forward) se aktivuje dotykový signál (Touch signal), jakmile se drátová elektroda hlavního svařovacího přístroje (Lead) dotkne svařence (podřízený svařovací přístroj Trail je ignorován).
- Při použití režimu Teach mode se aktivuje dotykový signál (Touch signal), jakmile se drátová elektroda hlavního svařovacího přístroje (Lead) dotkne svařence (podřízený svařovací přístroj Trail je ignorován).
- Při použití rozpoznávání hran (WireSense edge detection) se aktivuje dotykový signál (Touch signal), jakmile hlavní svařovací přístroj (Lead) rozpozná hranu (podřízený svařovací přístroj Trail je ignorován).
Characteristic number valid (Platné číslo charakteristiky) - Single Bit
Pokud má signál hodnotu High, vybrané charakteristiky a zvolené procesy jsou aktivované a lze je použít.
Sensor Status 1 (Stav senzoru 1) - Single Bit
Signál indikuje stav rozšířené výbavy Konec drátu 4,100,869.
Úroveň signálu | Popis |
|---|---|
High | drátová elektroda je k dispozici |
Low | drátová elektroda není k dispozici |
Jakmile je tento senzor rozšířené výbavy v systému rozpoznán, je vydán signál.
Pokud v systému není k dispozici žádný senzor, aktivuje se signál High.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Sensor Status 2 (Stav senzoru 2) - Single Bit
Signál indikuje stav rozšířené výbavy Konec drátu 4,100,879.
Úroveň signálu | Popis |
|---|---|
High | drátová elektroda je k dispozici |
Low | drátová elektroda není k dispozici |
Jakmile je tento senzor rozšířené výbavy v systému rozpoznán, je vydán signál.
Pokud v systému není k dispozici žádný senzor, aktivuje se signál High.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Sensor Status 3 (Stav senzoru 3) - Single Bit
Signál indikuje stav rozšířené výbavy Konec drátu 4,100,878.
Úroveň signálu | Popis |
|---|---|
High | drátová elektroda je k dispozici |
Low | drátová elektroda není k dispozici |
Jakmile je tento senzor rozšířené výbavy v systému rozpoznán, je vydán signál.
Pokud v systému není k dispozici žádný senzor, aktivuje se signál High.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Sensor Status 4 (Stav senzoru 4) - Single Bit
Signál indikuje stav rozšířené výbavy Sada absorbéru drátu CMT TPS/i 4,001,763.
Úroveň signálu | Popis |
|---|---|
High | Absorbér drátu není prázdný |
Low | Absorbér drátu je prázdný |
Jakmile je tento senzor rozšířené výbavy v systému rozpoznán, je vydán signál.
Pokud v systému není k dispozici žádný senzor, aktivuje se signál High.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Wire stick workpiece (Přilepení drátu ke svařenci) - Single Bit
Signál má hodnotu High, když se zjistí, že drát je přilepený ke svařenci. Tento signál je vyslán vždy, a to bez ohledu na další nastavení.
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile se jedna z obou elektrod přivaří.
Short circuit contact tip (zkrat kontaktní špičky) - Single Bit
Tento signál se nastaví na hodnotu High , když je zkrat mezi kontaktní špičkou a plynovou hubicí detekován v následujících provozních stavech:
- v režimu Touch mode
- při svařovacím provozu
- při zavádění drátu
- v režimu učení Teach mode
- v režimu WireSense
Kromě toho je vydáno samostatné varovné hlášení.
Příčinou zkratu mezi kontaktní špičkou a plynovou hubicí může být znečištění, například svařovacími rozstřiky.
Aby byl tento signál k dispozici, musí být ve svařovacím systému vestavěná rozšířená výbava TouchSense Adv.
Dodatečné informace pro systémy TWIN:
Tento signál je nastavený na hodnotu High, pokud byl ve výše uvedených provozních stavech zjištěn zkrat mezi kontaktní špičkou hlavního svařovacího přístroje a plynovou hubicí.
Kromě toho se tento signál nastaví na hodnotu High, když je vstupní signál Contact tip short circuit detection nastaven na hodnotu High a přitom je zjištěn zkrat mezi oběma kontaktními špičkami.
Také zde může být příčinou zkratu mezi kontaktními špičkami znečištění, například svařovacími rozstřiky.
Pro kontrolu zkratu mezi dvěma kontaktními špičkami nemusí být ve svařovacím systému rozšířená výbava OPT/i TouchSense Adv.
Parameter selection internally (Interní volba parametrů) - Single Bit
Tento signál indikuje, zda byla volba parametrů nastavena na možnost „interní“.
Nastavení se provádí:- prostřednictvím signálu Working mode / Interní volba parametrů nebo
- přímo na svařovacím přístroji / Přednastavení / Nastavení rozhraní / Parametry svařování.
- Svařovací postup (synergické pulzní svařování MIG/MAG, standardní synergické svařování MIG/MAG, …)
- Provozní režim (režim 2takt, ...)
- Číslo charakteristiky/programu (závisí na svařovacím postupu)
- Podavač drátu
- Korekce délky oblouku
- Korekce pulzu/dynamiky
- Zatažení drátu
- Korekce závislé na procesu
- SynchroPuls zap./vyp.
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile je u jedné ze dvou procesních linek nastavena volba parametrů na možnost „interní“.
Limitsignal (limitní signál) - Single Bit
Tento signál indikuje překročení nebo podkročení nastavených limitů pro napětí, proud, rychlost drátu, dobu svařování a dodanou energii.
Signál je dostupný jen při provozu s programovými bloky.
Předpoklady- V nabídce na svařovacím přístroji „Parametry procesu / Job / Optimalizovat job / Monitorování mezních hodnot / Reakce při překročení“ je reakce nastavena na možnost „Warning“ nebo „Error“.
- Funkce OPT/i Limit Monitoring pro svařovací přístroj je aktivována.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Main supply status (stav síťového napětí) - Single Bit
Tento signál indikuje, zda na svařovacím přístroji nedošlo k fázové chybě (neodborné napájení svařovacího přístroje).
V případě chyby se na displeji svařovacího přístroje zobrazí chybové číslo 6451 nebo 6515 nebo je chyba přes rozhraní předána do robota jako signál Error number.
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile u jednoho z obou svařovacích přístrojů dojde k fázové chybě.
Safety status - Single Bit
Signál indikuje stav rozšířené výbavy OPT/i Safety Stop PL d a OPT/i TPS External Stop.
Bit 1 | Bit 0 | Popis |
|---|---|---|
0 | 0 | Rezerva |
0 | 1 | Pozastavení |
1 | 0 | Stop |
1 | 1 | Není vestavěno/aktivní |
Twin synchronization active - Single Bit
Signál indikuje, že synchronizace mezi oběma svařovacími přístroji je aktivní.
System not ready - Single Bit
- Tento signál má hodnotu Low, pokud nejsou ve svařovacím systému žádná chybová hlášení (všechny zdroje chyb musí být odstraněné, aby signál změnil hodnotu na Low).
- Tento signál má hodnotu High, jakmile některá komponenta svařovacího systému vydá chybové hlášení.
- Některá komponenta svařovacího systému provádí aktualizaci.
- Dojde k nouzovému zastavení.
- V kombinaci s drátovými senzory (kruhový senzor, senzor na bubnu s drátem apod.), například chyby 16828, 16837, 16838.
- Signál Robot ready má hodnotu Low.
- Během svařování se vyskytne problém při rozpoznání svařovacího hořáku (chyba BID).
Touch signal gas nozzle - Single Bit
Touch signal gas nozzle se nastaví na hodnotu High , pokud byl při následujících provozních režimech zjištěn zkrat mezi plynovou hubicí a svařencem (svařovaným materiálem):
- v dotykovém režimu Touch mode
- při svařovacím provozu
- při zavádění drátu
- v režimu učení Teach mode
- v režimu WireSense
Kromě toho je vydáno samostatné varovné hlášení.
Touch signal gas nozzle bude uveden do dotykového režimu Touch mode spolu s následujícími signály:
- Arc stable / Touch signal
- Touch signal.
Aby byl Touch signal gas nozzle k dispozici, musí být ve svařovacím systému vestavěna rozšířená výbava TouchSense Adv.
Pomocí Touch signal gas nozzle lze v režimu Touch mode rozlišovat, zda došlo k dotyku svařence drátovou elektrodou nebo plynovou hubicí.
Notification (oznámení) - Single Bit
- Signál má hodnotu High, pokud svařovací přístroj vydává oznámení.
- Oznámení mohou vznikat například kvůli nastaveným procesním limitům, externím senzorům apod.
- Signálem se svařovací proces automaticky přeruší.
- Ovládání svařovacího přístroje je možné v době, kdy má signál hodnotu High.
- Signál má hodnotu High, dokud není příčina pro oznámení odstraněna.
- Signál přejde automaticky na hodnotu Low, jakmile je příčina pro oznámení odstraněna.
Dodatečné informace pro systémy TWIN:
Signál má hodnotu High, jakmile jeden z obou svařovacích přístrojů vydá oznámení.
Analogové výstupy
Welding voltage (Svařovací napětí) - Group Output / Analog Output
Aktuální hodnota svařovacího napětí může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Svařovací napětí | 0 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
32767 | Svařovací napětí | 327,67 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Svařovací napětí | 0 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
10 V | Svařovací napětí | 100 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Welding voltage (Svařovací napětí) - Group Output / Analog Output
Aktuální hodnota svařovacího napětí může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Svařovací napětí | 0 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
32767 | Svařovací napětí | 327,67 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Svařovací napětí | 0 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
10 V | Svařovací napětí | 100 V (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Welding current (Svařovací proud) - Group Output / Analog Output
Aktuální hodnota svařovacího proudu může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Svařovací proud | 0 A (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
32767 | Svařovací proud | 3276,7 A (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Svařovací proud | 0 A (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
10 V | Svařovací proud | 1000 A (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Wire feed speed (Rychlost drátu) - Group Output / Analog Output
Aktuální hodnota rychlosti drátu může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
-32768 | Podavač drátu | -327,68 m/min (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
+32767 | Podavač drátu | +327,67 m/min (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Podavač drátu | 0 m/min (požadovaná hodnota / aktuální hodnota / hodnota Hold) |
10 V | Podavač drátu | v závislosti na použitém podavači drátu |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Actual real value for seam tracking (Aktuální hodnota pro vyhledání svaru) - Group Output / Analog Output
Aktuální hodnota pro vyhledání svaru může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Signál se vypočte pro všechny charakteristiky MIG/MAG.
Zda a jak je vydán signál pro charakteristiku, je vidět v souboru „Synergic_lines_TPSi_x.x.x“ ve sloupci „Seamtrack 50%“.
Soubor „Synergic_lines_TPSi_x.x.x“ se odesílá s každým balíčkem firmwaru „PW_FW_ReleaseBundle_Official_TPSi_iWave_vx.x.x“.
Stávající možnosti vydání signálu:
Charakteristiky se Seamtrack 50 % = function available (sledování svaru 50 % = funkce k dispozici)
Se stickoutem, se kterým byla vytvořena charakteristika, a s neutrálními korekčními hodnotami mají tyto charakteristiky hodnotu signálu cca 5000 (50 % z 10000)
Příklad:
Synergic Line 2566 (ocel / 1,2 mm / stickout = 13 mm)
Signální hodnota pro tuto charakteristiku je přibližně 5000.
Charakteristiky se Seamtrack 50 % = no function (sledování svaru 50 % = žádná funkce)
U těchto charakteristik může být vydán signál Seamtrack, ale tento signál nebude upravený na 50 %.
Vydaný signál se mění, např. při rozkyvu v koutovém svaru.
Příklad:
Synergic Line 3931 (ocel / 1,2 mm / stickout = 13 mm)
Signální hodnota pro tuto charakteristiku je přibližně 8000.
Charakteristiky se Seamtrack 50 % = signal available* (sledování svaru 50 % = signál je dostupný*)
Se stickoutem, se kterým byla vytvořena charakteristika, a s neutrálními korekčními hodnotami mají tyto charakteristiky hodnotu signálu cca 5000 (50 % z 10000), ale s omezeními, např. u charakteristik pro hliník.
Charakteristiky se Seamtrack 50 % = no function (sledování svaru 50 % = žádná funkce)*
U těchto charakteristik může být vydán signál Seamtrack, ale tento signál nebude upravený na 50 %.
Vydaný signál se mění, např. při rozkyvu v koutovém svaru, ale s omezeními, např. u charakteristik pro hliník.
UPOZORNĚNÍ!
signal available* - no function* (signál je dostupný* – žádná funkce*)
Signál sledování svaru neposkytuje konzistentní výsledky pro sledování svislých svarů během svařování hliníku.
Signál je neúčinný pro sledování vodorovných svarů při svařování hliníku.
Digital Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | aktuální hodnota pro vyhledání svaru | 0 |
65535 | aktuální hodnota pro vyhledání svaru | 6,5535 |
Analog Interface:
| ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | aktuální hodnota pro vyhledání svaru | 0 |
10 V | aktuální hodnota pro vyhledání svaru | 1 |
Dodatečné informace pro systémy TWIN:
- Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje samostatně.
- Analogová aktuální hodnota není u systémů TWIN k dispozici.
Přehled rozkyvu (aktuální hodnota pro vyhledání svaru, uvedené hodnoty slouží jen jako příklad):

| (1) | Stickout: 10 mm (0.394 inch) Rychlost drátu: 7 m/min (275.59 inch/min) Korekce délky oblouku: 0 Aktuální hodnota pro vyhledání svaru: cca 7650 |
| (2) | Stickout: 25 mm (0.984 inch) Rychlost drátu: 7 m/min (275.59 inch/min) Korekce délky oblouku: 0 Aktuální hodnota pro vyhledání svaru: cca 5853 |
| (3) | Stickout: 10 mm (0.394 inch) Rychlost drátu: 7 m/min (275.59 inch/min) Korekce délky oblouku: 0 Aktuální hodnota pro vyhledání svaru: cca 7650 |
- Aktuální hodnota pro vyhledání svaru se vypočte ze svařovacího proudu a svařovacího napětí.
- Aktuální hodnota pro vyhledání svaru se mění s hodnotou Stickout.
- Aktuální hodnota pro vyhledání svaru se nastavuje v rozmezí 0–10000:
- Stickout se zkrátí – signál se zvýší.
- Stickout se prodlouží – signál se sníží.
Motor current M1 (Proud motoru M1) - Group Output / Analog Output
Proud motoru M1 je proud prostředního motoru ve svařovacím systému (pohonná jednotka svařovacího hořáku, ...). Aktuální hodnota proudu motoru M1 může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Proud motoru | 0 A (aktuální hodnota) |
+327,67 | Proud motoru | 327,67 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Proud motoru | 0 A (aktuální hodnota) |
10 V | Proud motoru | 10 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Motor current M2 (Proud motoru M2) - Group Output / Analog Output
Proud motoru M2 je proud nejpřednějšího motoru ve svařovacím systému (podavač drátu, ...). Aktuální hodnota proudu motoru M2 může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Proud motoru | 0 A (aktuální hodnota) |
+327,67 | Proud motoru | 327,67 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Proud motoru | 0 A (aktuální hodnota) |
10 V | Proud motoru | 10 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Motor current M3 (Proud motoru M3) - Group Output / Analog Output
Proud motoru M3 je proud nejzadnějšího motoru ve svařovacím systému (odvíjecí podavač drátu, ...). Aktuální hodnota proudu motoru M3 může být vygenerována podle následujícího popisu na rozhraní Digital Interface nebo Analog Interface.
Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 | Proud motoru | 0 A (aktuální hodnota) |
+327,67 | Proud motoru | 327,67 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Digitální aktuální hodnota se pro každý z obou svařovacích přístrojů vygeneruje jednotlivě.
Analog Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota |
0 V | Proud motoru | 0 A (aktuální hodnota) |
10 V | Proud motoru | 10 A (aktuální hodnota) |
Dodatečné informace pro systémy TWIN:
Analogová aktuální hodnota není u systémů TWIN k dispozici.
Error number (Číslo chyby) - Group Output / Analog Output
Tento signál zobrazuje číslo aktuální chyby na svařovacím přístroji a řízení robota.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Warning number (Číslo varování) - Group Output / Analog Output
Tento signál zobrazuje číslo varování na svařovacím přístroji a řízení robota.
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Wire position (poloha drátu) - Group Output / Analog Output
- Jak vysoká byla nalezená hrana v režimu WireSense - Edge Detection;
- viz také popis WireSense edge detection - Group Input / Analog Input na str. (→).
- Jakou má aktuálně hodnotu měření výšky v režimu WireSense - Sensing Mode;
- viz také popis WireSense start - Single Bit na str. (→).
Drátová elektroda se může vůči první detekované nulové poloze (referenčnímu bodu) pohybovat maximálně 24 mm (0.945 inch) dopředu a zpět.
| Digital Interface: | ||
Rozsah hodnot | Označení | Možná min./max. hodnota | |
‑32768 | Poloha drátu | -327,68 mm | |
+32767 | Poloha drátu | +327,67 mm | |
Podrobnější informace týkající se funkce WireSense viz oddíl WireSense – podrobnější informace od str. (→).
Dodatečné informace pro systémy TWIN:
Signál je pro každou procesní linku vygenerován samostatně.
Dostupné bitové obrazy procesu
Typy obrazu procesu
Přepínač DIP |
| |||||||
8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | Obraz procesu a konfigurace |
OFF | OFF | - | - | - | - | - | - | Standardní bitový obraz, 320 bitů |
OFF | ON | - | - | - | - | - | - | Ekonomický bitový obraz, 128 bitů |
ON | OFF | - | - | - | - | - | - | Bitový obraz retrofit (délka závisí na sběrnicovém modulu) |
ON | ON | - | - | - | - | - | - | Nepoužito |
Typy obrazu procesu
Přepínač DIP |
| |||||||
8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | Obraz procesu a konfigurace |
OFF | OFF | - | - | - | - | - | - | Standardní bitový obraz, 320 bitů |
OFF | ON | - | - | - | - | - | - | Ekonomický bitový obraz, 128 bitů |
ON | OFF | - | - | - | - | - | - | Bitový obraz retrofit (délka závisí na sběrnicovém modulu) |
ON | ON | - | - | - | - | - | - | Nepoužito |
Přidělení/změna čísla programu/charakteristiky (režim Retrofit)
U svařovacích přístrojů ze série přístrojů TPS je možné zvolit materiál, průměr drátu a ochranný plyn prostřednictvím čísla programu. Pro tento účel byla definována bitová šířka 8 bitů.
Aby bylo možné v režimu Retrofit použít 8bitový signál, lze číslu charakteristiky přidělit číslo programu (1-255).
Zaznamenání adresy IP použitých svařovacích přístrojů:
1Spojte svařovací přístroj s počítačem (např. pomocí kabelu LAN)

2Na levé postranní liště ovládacího panelu svařovacího přístroje stiskněte tlačítko „Přednastavení“
3Na pravé postranní liště ovládacího panelu svařovacího přístroje stiskněte tlačítko „Systém“
4Stiskněte tlačítko „Informace“ na ovládacím panelu svařovacího přístroje

5Poznamenejte si zobrazenou adresu IP (např.: 10.5.72.13)
Vyvolání webové stránky svařovacího přístroje v internetovém prohlížeči:
6Do vyhledávacího řádku internetového prohlížeče zadejte adresu IP svařovacího přístroje a potvrďte ji
- Zobrazí se webová stránka svařovacího přístroje
7Zadejte uživatelské jméno a heslo
Tovární nastavení:
Uživatelské jméno = admin
Heslo = admin
Tovární nastavení:
Uživatelské jméno = admin
Heslo = admin
- Zobrazí se webová stránka svařovacího přístroje.
Zaznamenání ID požadovaných charakteristik:
8Na webové stránce svařovacího přístroje vyberte záložku „Přehled charakteristik“
9Zaznamenejte si ID charakteristik, které bude možné vybírat pomocí rozhraní
10Na webové stránce svařovacího přístroje vyberte záložku použitého rozhraní
Např.: RI IO PRO/i
Např.: RI IO PRO/i
11U položky „Přiřazení charakteristik“ přiřaďte potřebným číslům programů (= číslům bitů) ID požadovaných charakteristik.
Například: číslo programu 1 = ID charakteristiky 2501, číslo programu 2 = ID charakteristiky 3246, ...
Například: číslo programu 1 = ID charakteristiky 2501, číslo programu 2 = ID charakteristiky 3246, ...
- Přiřazené charakteristiky pak bude možné vyvolat prostřednictvím rozhraní pomocí zvoleného čísla programu (= čísla bitu)
12Po přiřazení všech požadovaných ID charakteristik vyberte možnost „Uložit přiřazení“
- U položky „Čísla programů přiřazená k ID charakteristik“ se zobrazí všechna čísla programů s přiřazenými ID charakteristik
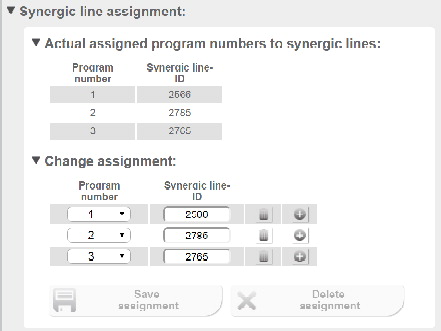
Webové stránky svařovacího přístroje
Pokyny pro použití postupu standardního ručního svařování MIG/MAG, TIG, elektrody a ConstantWire
Standardní ruční svařování MIG/MAG
Použití standardního ručního svařování MIG/MAG:
Při standardním ručním svařování se parametry rychlost drátu a svařovací napětí nastavují následovně:1Vyberte provozní režim 2takt s charakteristikami
2Prostřednictvím odpovídajícího čísla charakteristiky vyberte standardní ruční svařování MIG/MAG
- Při nastavení parametru Wire feed speed command value manual se musí použít analogový vstupní signál Wire feed speed command value.
- Při nastavení parametru Welding voltage command value manual se musí použít analogový vstupní signál Arc length correction.
- Při nastavení parametru Dynamic correction manual se musí použít analogový vstupní signál Pulse-/dynamic correction.
- Při nastavení parametru Wire retract correction manual se musí použít analogový vstupní signál Wire retract correction.
Standardní ruční svařování MIG/MAG
Použití standardního ručního svařování MIG/MAG:
Při standardním ručním svařování se parametry rychlost drátu a svařovací napětí nastavují následovně:1Vyberte provozní režim 2takt s charakteristikami
2Prostřednictvím odpovídajícího čísla charakteristiky vyberte standardní ruční svařování MIG/MAG
- Při nastavení parametru Wire feed speed command value manual se musí použít analogový vstupní signál Wire feed speed command value.
- Při nastavení parametru Welding voltage command value manual se musí použít analogový vstupní signál Arc length correction.
- Při nastavení parametru Dynamic correction manual se musí použít analogový vstupní signál Pulse-/dynamic correction.
- Při nastavení parametru Wire retract correction manual se musí použít analogový vstupní signál Wire retract correction.
TIG
Použití svařovacího postupu TIG:
1Prostřednictvím odpovídajícího čísla charakteristiky vyberte svařovací postup TIG
Elektroda
Použití elektrodového svařování:
1Prostřednictvím odpovídajícího čísla charakteristiky vyberte elektrodové svařování
ConstantWire
- ConstantWire je možné použít ve spojení s režimem 2takt s charakteristikami a v provozu s programovými bloky.
- V režimu 2takt s charakteristikami je svařovací postup automaticky definován prostřednictvím zvolené charakteristiky.
- Při provozu s programovými bloky se svařovací postup definuje automaticky prostřednictvím zvoleného jobu.
- Proces ConstantWire se spustí, jakmile je signál Welding start nastaven na hodnotu High. Oddělené spuštění pohybu drátu a průtoku proudu není nutné.
- Rychlost drátu je dána pomocí signálu Wire feed speed command value.
- Omezení napětí není třeba nastavovat, protože automatické nastavení omezení napětí vždy zajistí průtok proudu.
- V případě potřeby lze omezení napětí nastavit také ručně (viz návod k obsluze příslušného svařovacího přístroje).
Monitorování přerušení oblouku
Monitorování přerušení oblouku
Monitorování přerušení oblouku je funkce, kterou lze aktivovat na svařovacím přístroji a která se aktivuje, když dochází k přerušení oblouku.
Pokud je monitorování přerušení oblouku aktivní a dojde k přerušení oblouku, signál Robot motion release se nastaví na hodnotu Low.
Pro použití funkce pro monitorování přerušení oblouku je možné nastavit následující parametry:- Od jaké doby přerušení se funkce pro monitorování přerušení oblouku aktivuje.
- Jakým způsobem se funkce pro monitorování přerušení oblouku aktivuje
- prostřednictvím „Ignore“
- prostřednictvím „Error“.
- Pokud se oblouk přeruší na 190 ms, monitorování přerušení oblouku se neaktivuje.
- Pokud se oblouk přeruší na 210 ms, svařovací přístroj vydá chybové hlášení a zastaví svařovací proces.
- Pokud se oblouk přeruší na 190 ms, monitorování přerušení oblouku se neaktivuje.
- Pokud se oblouk přeruší na 210 ms, funkce monitorování přerušení oblouku nastaví signál Arc stable na hodnotu Low. To, zda signál Welding start zůstane na hodnotě High, nebo bude robotem nastaven na hodnotu Low, závisí na zvoleném nastavení robota.

Příklad chování monitoringu přerušení oblouku
(1) Stav signálu Welding start závisí na následujících faktorech:- Nastavení monitoringu přerušení oblouku.
- Nastavení robota (jak má robot reagovat na nastavení „Ignore“ při monitorování přerušení oblouku).
- robot nastaví signál Welding start na hodnotu Low (= bez obnoveného zapálení oblouku), nebo
- ponechá signál Welding start na hodnotě High (= obnovené zapálení oblouku); záleží na nastavení robota.
- bude vydáno chybové hlášení a svařovací proces se zastaví.
Monitorování přerušení oblouku
Monitorování přerušení oblouku je funkce, kterou lze aktivovat na svařovacím přístroji a která se aktivuje, když dochází k přerušení oblouku.
Pokud je monitorování přerušení oblouku aktivní a dojde k přerušení oblouku, signál Robot motion release se nastaví na hodnotu Low.
Pro použití funkce pro monitorování přerušení oblouku je možné nastavit následující parametry:- Od jaké doby přerušení se funkce pro monitorování přerušení oblouku aktivuje.
- Jakým způsobem se funkce pro monitorování přerušení oblouku aktivuje
- prostřednictvím „Ignore“
- prostřednictvím „Error“.
- Pokud se oblouk přeruší na 190 ms, monitorování přerušení oblouku se neaktivuje.
- Pokud se oblouk přeruší na 210 ms, svařovací přístroj vydá chybové hlášení a zastaví svařovací proces.
- Pokud se oblouk přeruší na 190 ms, monitorování přerušení oblouku se neaktivuje.
- Pokud se oblouk přeruší na 210 ms, funkce monitorování přerušení oblouku nastaví signál Arc stable na hodnotu Low. To, zda signál Welding start zůstane na hodnotě High, nebo bude robotem nastaven na hodnotu Low, závisí na zvoleném nastavení robota.
Příklad chování monitoringu přerušení oblouku
(1) Stav signálu Welding start závisí na následujících faktorech:- Nastavení monitoringu přerušení oblouku.
- Nastavení robota (jak má robot reagovat na nastavení „Ignore“ při monitorování přerušení oblouku).
- robot nastaví signál Welding start na hodnotu Low (= bez obnoveného zapálení oblouku), nebo
- ponechá signál Welding start na hodnotě High (= obnovené zapálení oblouku); záleží na nastavení robota.
- bude vydáno chybové hlášení a svařovací proces se zastaví.
Fronius Data Channel
Fronius Data Channel
Prostřednictvím ethernetového připojení na zadní straně svařovacího přístroje (servisní port) může docházet k výměně a zápisu různých signálů a dat mezi svařovacím přístrojem a řídicí jednotkou (řízení robota, ...).
Aby bylo možné používat Fronius Data Channel, musí být aktivována rozšířená výbava OPT/i Documentation pro svařovací přístroj.
U systémů TWIN musí být použita ethernetová přípojka svařovacího přístroje procesní linky 1.
Dostupné signály a data: | |||
|---|---|---|---|
Číslo | Označení | Popis | Typ signálu |
1 | Process active | 0/1 | Výstup |
2 | Current flow | 0/1 | Výstup |
3 | Article number | String | Vstup |
4 | Serial number | String | Vstup |
5 | Seam number | Integer | Vstup |
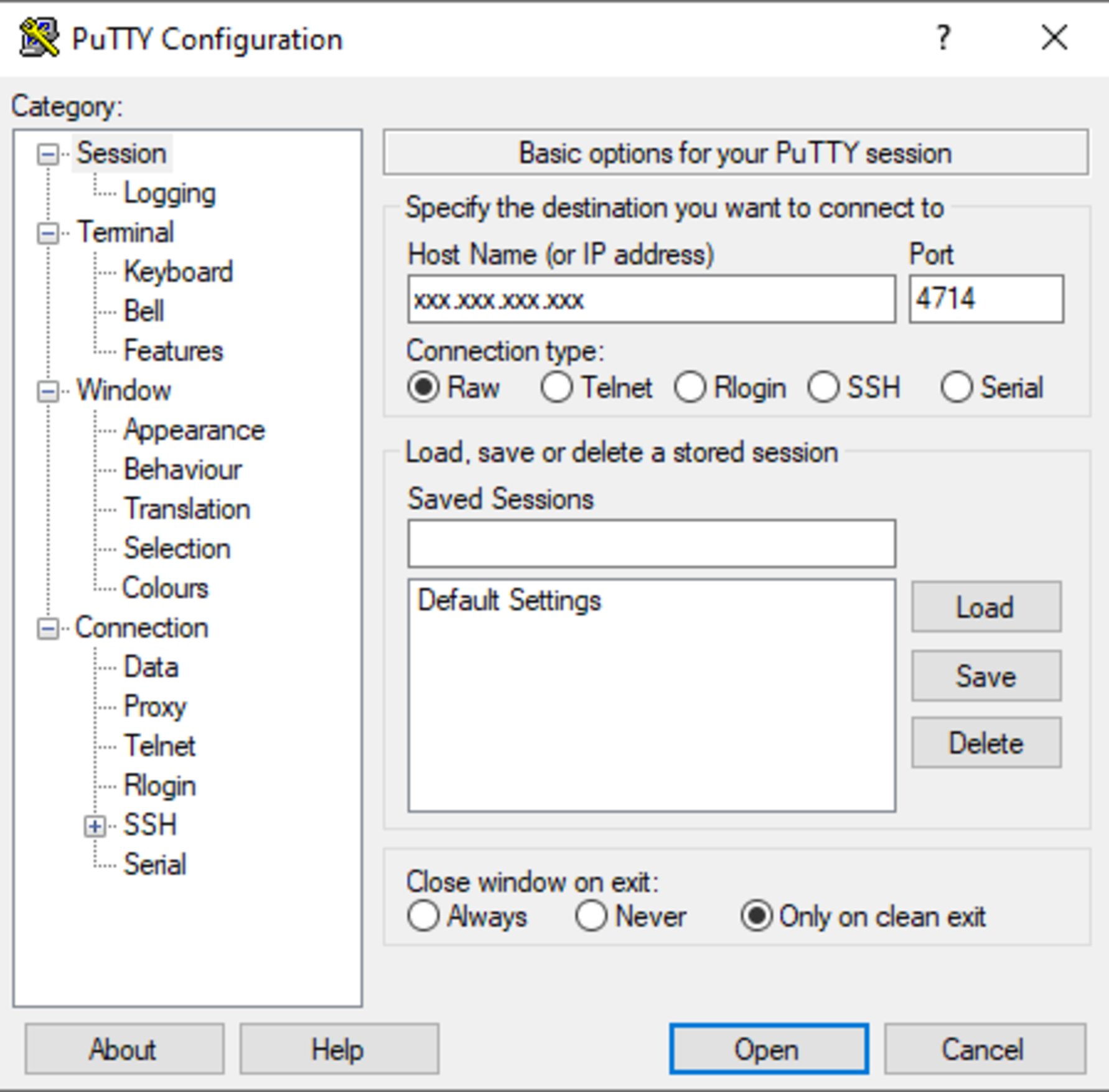
Příklad pro Windows (PuTTY)
Pro přenos dat musí být vytvořeno spojení TCP socket connection.
1Za tím účelem uveďte adresu IP servisního portu svařovacího přístroje a číslo portu 4714.
Fronius Data Channel
Prostřednictvím ethernetového připojení na zadní straně svařovacího přístroje (servisní port) může docházet k výměně a zápisu různých signálů a dat mezi svařovacím přístrojem a řídicí jednotkou (řízení robota, ...).
Aby bylo možné používat Fronius Data Channel, musí být aktivována rozšířená výbava OPT/i Documentation pro svařovací přístroj.
U systémů TWIN musí být použita ethernetová přípojka svařovacího přístroje procesní linky 1.
Dostupné signály a data: | |||
|---|---|---|---|
Číslo | Označení | Popis | Typ signálu |
1 | Process active | 0/1 | Výstup |
2 | Current flow | 0/1 | Výstup |
3 | Article number | String | Vstup |
4 | Serial number | String | Vstup |
5 | Seam number | Integer | Vstup |
Příklad pro Windows (PuTTY)
Pro přenos dat musí být vytvořeno spojení TCP socket connection.
1Za tím účelem uveďte adresu IP servisního portu svařovacího přístroje a číslo portu 4714.
Průběh signálu při volbě prostřednictvím provozního režimu „provoz s programovými bloky“

| (1) | Čekací doba minimálně 0,1 sekundy |
| (2) | Čekací doba minimálně 0,1 sekundy |
| (3) | Doba předfuku plynu |
| (4) | Doba startovacího proudu |
| (5) | Slope 1 |
| (6) | Doba dofuku plynu |
| (7) | Slope 2 + čas koncového proudu |
| (1) | Čekací doba minimálně 0,1 sekundy |
| (2) | Čekací doba minimálně 0,1 sekundy |
| (3) | Doba předfuku plynu |
| (4) | Doba startovacího proudu |
| (5) | Slope 1 |
| (6) | Doba dofuku plynu |
| (7) | Slope 2 + čas koncového proudu |
Průběh signálu při volbě prostřednictvím provozního režimu s charakteristikami

| (1) | Čekací doba minimálně 0,1 sekundy |
| (2) | Čekací doba minimálně 0,1 sekundy |
| (3) | Čekací doba minimálně 0,1 sekundy |
| (4) | Doba předfuku plynu |
| (5) | Doba startovacího proudu |
| (6) | Slope 1 |
| (7) | Doba dofuku plynu |
| (8) | Slope 2 + čas koncového proudu |
| (1) | Čekací doba minimálně 0,1 sekundy |
| (2) | Čekací doba minimálně 0,1 sekundy |
| (3) | Čekací doba minimálně 0,1 sekundy |
| (4) | Doba předfuku plynu |
| (5) | Doba startovacího proudu |
| (6) | Slope 1 |
| (7) | Doba dofuku plynu |
| (8) | Slope 2 + čas koncového proudu |
WireSense – podrobnější informace
Popis postupu použití funkce WireSenseContour sensing (rozpoznání obrysu)

- oddíl WireSense start - Single Bit od str. (→) a
- oddíl WireSense edge detection - Group Input / Analog Input od str. (→) a
- oddíl WireSense break - Single Bit od str. (→).
Popis postupu použití funkce WireSenseContour sensing (rozpoznání obrysu)
- oddíl WireSense start - Single Bit od str. (→) a
- oddíl WireSense edge detection - Group Input / Analog Input od str. (→) a
- oddíl WireSense break - Single Bit od str. (→).
Popis postupu použití funkce WireSense edge detection (rozpoznání hran)

- oddíl WireSense start - Single Bit od str. (→) a
- oddíl WireSense edge detection - Group Input / Analog Input od str. (→) a
- oddíl WireSense break - Single Bit od str. (→).
Průběh signálu v režimu Edge Detection Mode na rovném povrchu

- Na špičce drátové elektrody není žádná struska:
Postup WireSense začne bez funkce WireSense -Slaghammer a signál Arc stable / Touch signal bude vydán asi 20 ms po kontaktu drátové elektrody se svařencem. - Na špičce drátové elektrody je struska:
Před spuštěním funkce WireSense se automaticky aktivuje funkce WireSense -Slaghammer, aby se ze špičky drátové elektrody odstranily zbytky strusky. Signál Arc stable / Touch signal se aktivuje až po úspěšném odstranění strusky a vytvoření dostatečného elektrického kontaktu mezi drátovou elektrodou a svařencem. Doba zpoždění pro signál Arc stable / Touch signal proto může být mnohonásobně delší než 20 ms.
Průběh signálu v režimu Edge Detection Mode na nakloněném povrchu

- Na špičce drátové elektrody není žádná struska:
Postup WireSense začne bez funkce WireSense -Slaghammer a signál Arc stable / Touch signal bude vydán asi 20 ms po kontaktu drátové elektrody se svařencem. - Na špičce drátové elektrody je struska:
Před spuštěním funkce WireSense se automaticky aktivuje funkce WireSense -Slaghammer, aby se ze špičky drátové elektrody odstranily zbytky strusky. Signál Arc stable / Touch signal se aktivuje až po úspěšném odstranění strusky a vytvoření dostatečného elektrického kontaktu mezi drátovou elektrodou a svařencem. Doba zpoždění pro signál Arc stable / Touch signal proto může být mnohonásobně delší než 20 ms.
Průběh signálu v režimu Sensing Mode u různých geometrií povrchu

- Na špičce drátové elektrody není žádná struska:
Postup WireSense začne bez funkce WireSense -Slaghammer a signál Arc stable / Touch signal bude vydán asi 20 ms po kontaktu drátové elektrody se svařencem. - Na špičce drátové elektrody je struska:
Před spuštěním funkce WireSense se automaticky aktivuje funkce WireSense -Slaghammer, aby se ze špičky drátové elektrody odstranily zbytky strusky. Signál Arc stable / Touch signal se aktivuje až po úspěšném odstranění strusky a vytvoření dostatečného elektrického kontaktu mezi drátovou elektrodou a svařencem. Doba zpoždění pro signál Arc stable / Touch signal proto může být mnohonásobně delší než 20 ms.
Průběh signálu WireSense break (v režimu Sensing Mode)

- Na špičce drátové elektrody není žádná struska:
Postup WireSense začne bez funkce WireSense -Slaghammer a signál Arc stable / Touch signal bude vydán asi 20 ms po kontaktu drátové elektrody se svařencem. - Na špičce drátové elektrody je struska:
Před spuštěním funkce WireSense se automaticky aktivuje funkce WireSense -Slaghammer, aby se ze špičky drátové elektrody odstranily zbytky strusky. Signál Arc stable / Touch signal se aktivuje až po úspěšném odstranění strusky a vytvoření dostatečného elektrického kontaktu mezi drátovou elektrodou a svařencem. Doba zpoždění pro signál Arc stable / Touch signal proto může být mnohonásobně delší než 20 ms.
Zobrazení možného rozsahu měření WireSense
Minimální a maximální možný pohyb drátu v režimu WireSense contour sensing mode (Konturerkennung): (rozpoznání obrysu):

Minimální a maximální možný pohyb drátu v režimu WireSense edge detection mode (Kantenerkennung): (rozpoznání hran):

WireSense edge detection mode (rozpoznání hran) bez měření výšky:
Analogový vstup: WireSense-EdgeDetection = 1 mm
max. Forward WireMovement = WireSense-EdgeDetection + 3 mm
= 1 mm + 3 mm
= 4 mm

Podavač drátu zastaví dopředný pohyb drátové elektrody po 4 mm, drátová elektroda nedosáhne na spodní plech. Měření výšky hrany plechu proto není možné.
Dotykový signál (Touch Signal) je však vydán jako obvykle, jakmile je překročena hodnota EdgeDetection.
Toto chování může být nežádoucí, např. při měření hran plechu.
Řešení:
Nastavte hodnotuWireSenseEdgeDetection (Height), která je max. o 2 mm menší než očekávaná výška měřené hrany.
Například: u 5mm hrany vychází hodnota EdgeDetction 3 mm.
Při jiném použití může být toto chování žádoucí, např. při použití s izolační podpěrou svařovací lázně.
Poloha dílu se stanoví dotykovým signálem, ale výška se neměří.
Je důležité, aby se drátová elektroda zastavila ještě před izolační podpěrou svařovací lázně a této podpěry svařovací lázně se nedotýkala.
Pokud se drátová elektroda dotkne podpěry svařovací lázně, způsobí to chybnou funkci v procesu WireSense.

Použití s izolační podpěrou svařovací lázně (KERAMIKA)
Upozornění ohledně překročení limitu zapálení (Ignition Timeout)
Pokud je limit zapálení nastaven například na 30 mm (1.18 inch), ale konec drátové elektrody se nachází dále než 30 mm (1.18 inch) od svařence, nebude funkce WireSense úspěšně spuštěna, protože podávání drátu se po 30 mm (1.18 inch) zastaví.

| (1) | Vzdálenost = například 40 mm (1.57 inch) |
| (2) | Nastavení překročení limitu zapálení = například po 30 mm (1.18 inch) |
Dostupné signály pro snímání dílu
Seznam signálů
WireSense (rozpoznání obrysu): | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
WireSense start | Vstup | BIT |
|
|
WireSense break | Vstup | BIT |
|
|
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
WireSense Edge Detection (rozpoznání hran): | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
WireSense start | Vstup | BIT |
|
|
Touch signal | Výstup | BIT |
|
|
WireSense Edge Detection (BIT 256-271) | Vstup | WORD (UINT) v mm | 10 | 0 až 20 mm |
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
Teach Mode: | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
Teach Mode | Vstup | BIT |
|
|
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
Touch signal | Výstup | BIT |
|
|
Seznam signálů
WireSense (rozpoznání obrysu): | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
WireSense start | Vstup | BIT |
|
|
WireSense break | Vstup | BIT |
|
|
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
WireSense Edge Detection (rozpoznání hran): | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
WireSense start | Vstup | BIT |
|
|
Touch signal | Výstup | BIT |
|
|
WireSense Edge Detection (BIT 256-271) | Vstup | WORD (UINT) v mm | 10 | 0 až 20 mm |
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
Teach Mode: | ||||
|---|---|---|---|---|
Označení signálu | Typ signálu | Typ dat | Faktor | Rozsah hodnot |
Teach Mode | Vstup | BIT |
|
|
Wire position | Výstup | WORD (SINT) v mm | 100 | -327,68 až +327,67 |
Touch signal | Výstup | BIT |
|
|
Limit Monitoring – funkce a aktivace
Funkce režimu Limit Monitoring
- Limit Monitoring monitoruje parametry svařovacího procesu.
- Limit Monitoring udává, zda se svařování provádí v rámci předem definovaných mezních hodnot (limitů) specifikace svařování (= požadované hodnoty jobu).
- Pokud Limit Monitoring zjistí, že aktuální hodnoty leží mimo definované limity, je třeba svarový šev zkontrolovat.
- Pokud je svarový šev v takovém případě v pořádku, doporučuje se zkontrolovat definované limity a v případě potřeby je upravit.
- Pokud svarový šev v takovém případě není v pořádku, doporučuje se zkontrolovat parametry svařování a v případě potřeby je upravit.
- Limit Monitoring je aktivní pouze ve fázi hlavního proudu.
- Limit Monitoring je během fází Slope- neaktivní.
- Limit Monitoring je možné použít pouze ve spojení s provozem s programovými bloky.
Limit Monitoring nemonitoruje kvalitu svarového švu. Proto Limit Monitoring neposkytuje informace ani o tom, zda je svarový šev v pořádku, nebo není.
Limit Monitoring je k dispozici pro následující procesy:- Standardní synergické svařování MIG/MAG
- Pulzní synergické svařování MIG/MAG
- MIG/MAG PMC
- MIG/MAG LSC
- CMT
- MIG/MAG PMC Mix
- MIG/MAG LSC Mix
- CMT Cycle Step
- Svařování SynchroPuls:
- Standardní synergické svařování MIG/MAG
- Pulzní synergické svařování MIG/MAG
- MIG/MAG PMC
- MIG/MAG LSC
Funkce režimu Limit Monitoring
- Limit Monitoring monitoruje parametry svařovacího procesu.
- Limit Monitoring udává, zda se svařování provádí v rámci předem definovaných mezních hodnot (limitů) specifikace svařování (= požadované hodnoty jobu).
- Pokud Limit Monitoring zjistí, že aktuální hodnoty leží mimo definované limity, je třeba svarový šev zkontrolovat.
- Pokud je svarový šev v takovém případě v pořádku, doporučuje se zkontrolovat definované limity a v případě potřeby je upravit.
- Pokud svarový šev v takovém případě není v pořádku, doporučuje se zkontrolovat parametry svařování a v případě potřeby je upravit.
- Limit Monitoring je aktivní pouze ve fázi hlavního proudu.
- Limit Monitoring je během fází Slope- neaktivní.
- Limit Monitoring je možné použít pouze ve spojení s provozem s programovými bloky.
Limit Monitoring nemonitoruje kvalitu svarového švu. Proto Limit Monitoring neposkytuje informace ani o tom, zda je svarový šev v pořádku, nebo není.
Limit Monitoring je k dispozici pro následující procesy:- Standardní synergické svařování MIG/MAG
- Pulzní synergické svařování MIG/MAG
- MIG/MAG PMC
- MIG/MAG LSC
- CMT
- MIG/MAG PMC Mix
- MIG/MAG LSC Mix
- CMT Cycle Step
- Svařování SynchroPuls:
- Standardní synergické svařování MIG/MAG
- Pulzní synergické svařování MIG/MAG
- MIG/MAG PMC
- MIG/MAG LSC
Dostupné funkční balíčky
Mimo jiné pro monitorování těchto veličin:
- Napětí
- Proud
- Podavač drátu
- Doba svařování
- Energie
- Umožňuje vzdálený přístup (například z počítače) ke svařovacímu přístroji (Smart Manager). Prostřednictvím aplikace Smart Manager je možné například změnit mezní hodnoty parametrů jobu, a to přímo z počítače, aniž by bylo nutné provádět nastavení na samotném svařovacím přístroji.
- Slouží pro export svařovacích dat uložených ve svařovacím přístroji jako soubor CSV, dodatečně ke standardně dostupnému exportu jako soubor PDF.
- Umožňuje použít FroniusDataChannel, který se používá pro výměnu údajů Traceability (sledovatelnosti).
Předpoklady pro úspěšné použití funkce Limit Monitoring
- U každého svařovacího přístroje musí být aktivován režim jobů.
- Každému svarovému spoji musí být přiřazen minimálně 1 job.
- Pokud se během svařování mění významné faktory, například rychlost robota, úhel nastavení svařovacího hořáku, Stick-Out apod., doporučuje se na svarový spoj použít několik jobů.
- Joby vytvářejte až poté, co už jsou pevně stanovené parametry svařování
- Pokud se změní parametry v jobu, musí se vhodně upravit také limity.
- Limity stanovujte vždy na základě naměřených aktuálních hodnot (nikoli na základě nastavených požadovaných hodnot). K dispozici jsou následující možnosti
- Odečtení aktuálních hodnot na displeji svařovacího přístroje během svařování.
- Odečtení aktuálních hodnot prostřednictvím aplikace Smart Manger během svařování.
- Vyhodnocení parametrů svařování pomocí aplikace WeldCube Premium.
Limit Monitoring zapnout/vypnout
Limit Monitoring zapnutý
Limit Monitoring vypnutý
Podrobný popis Limit Monitoringu
- Limit Monitoring je aktivní pouze ve fázi hlavního proudu.
- Při monitorování limitů se data shromažďují/kontrolují každých 50 ms.
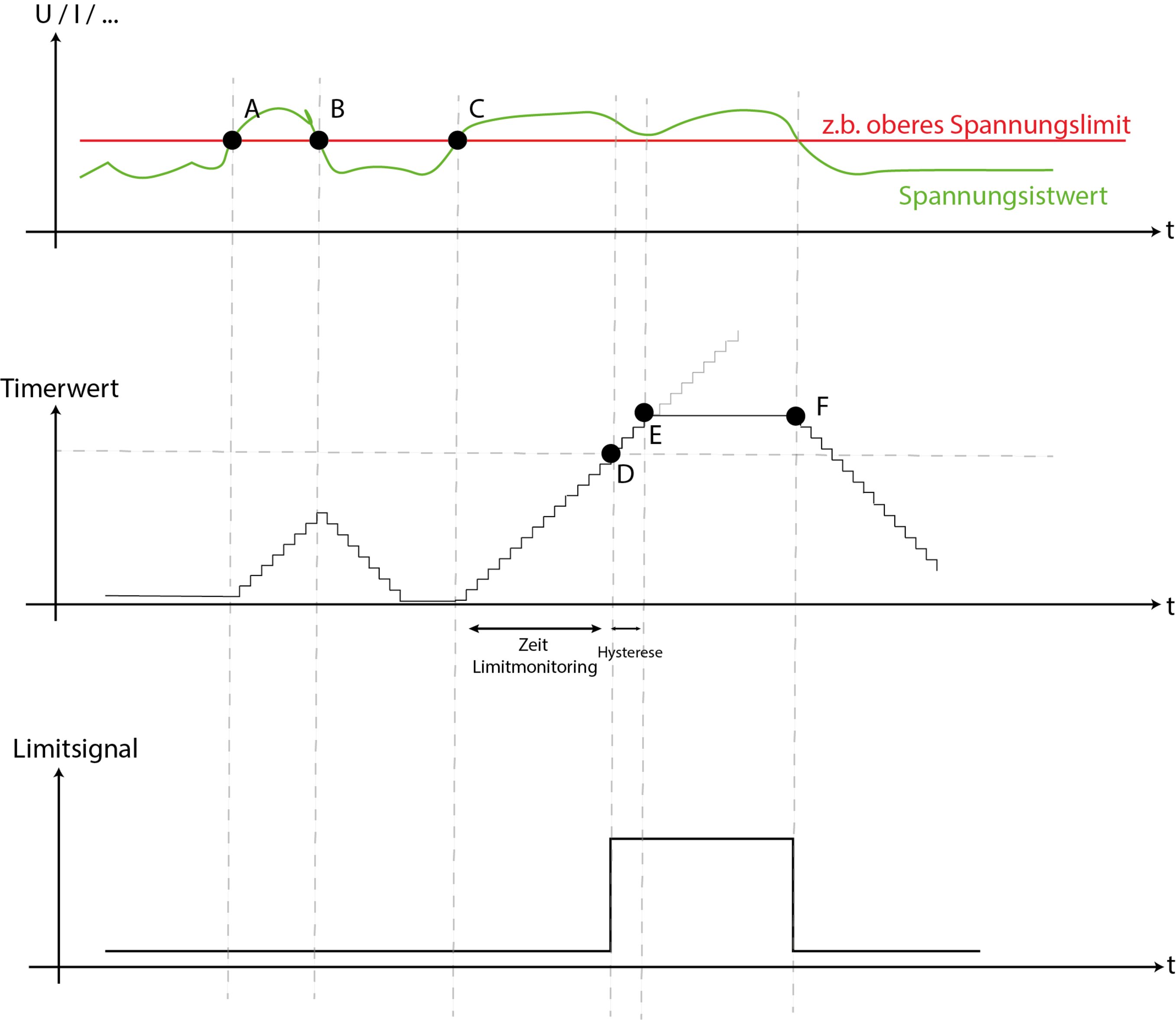
- V bodě A dochází k překročení horního limitu napětí; doba do reakce funkce Limit Monitoring se začíná konstantně počítat směrem nahoru.
- V bodě B se horní limit napětí opět podkročí; doba do reakce funkce Limit Monitoring se počítá zpět do 0.
- V bodě C opět dochází k překročení horního limitu napětí; doba do reakce funkce Limit Monitoring se znovu začíná konstantně počítat směrem nahoru.
- V bodě D je dosaženo nastaveného časového limitu pro reakci funkce Limit Monitoring:
- Doba hystereze začíná běžet.
- Bod E ukazuje hysterezi +20 % k nastavené hodnotě času (doba do reakce funkce Limit Monitoring).
- Podle nastavení bude vydáno varování nebo chyba.
- Limitsignal (Word 1 / Byte 2 / Bit 19) se změní na hodnotu High.
- V bodě F se Limitsignal (Word 1 / Byte 2 / Bit 19) změní na hodnotu Low.
- Při monitorování energie Limit Monitoring nemonitoruje každý job jednotlivě, ale celý svarový šev – podrobnější informace viz Monitorování energie od str. (→).
- Při monitorování doby svařování Limit Monitoring nemonitoruje každý job jednotlivě, ale celý svarový šev – podrobnější informace viz Monitorování doby svařování od str. (→).
Limit Monitoring – podrobnosti k jednotlivým parametrům
Monitorování napětí
- Nastavení požadované hodnoty napětí a požadovaných limitů.
- Monitorování aktuální hodnoty napětí na svarový šev / job.
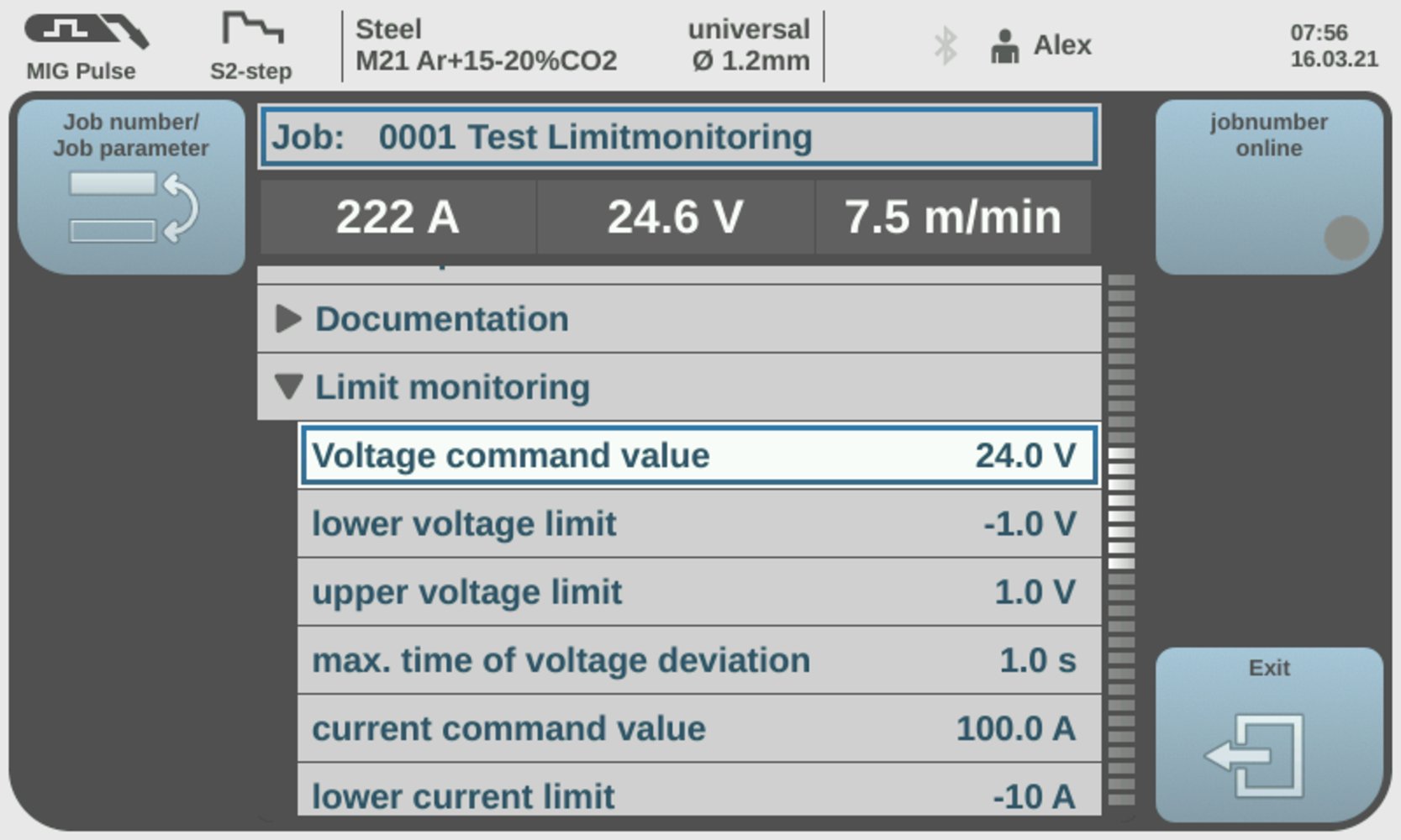
Monitorování napětí
Nastavitelné parametry:
| (1) | Požadovaná hodnota napětí: 0 až 100 V |
| (2) | Dolní limit napětí: -10 až 0 V |
| (3) | Horní limit napětí: 0 až 10 V |
| (4) | Časový limit pro reakci funkce Limit Monitoring: vyp. / 0 až 10 sekund Vysvětlení pro nastavení 0 až 10 sekund:
|
Možná chybová hlášení při monitorování napětí: | |
19 | | Podkročení dolního limitu napětí |
20 | | Překročení horního limitu napětí |
Monitorování napětí
- Nastavení požadované hodnoty napětí a požadovaných limitů.
- Monitorování aktuální hodnoty napětí na svarový šev / job.
Monitorování napětí
Nastavitelné parametry:
| (1) | Požadovaná hodnota napětí: 0 až 100 V |
| (2) | Dolní limit napětí: -10 až 0 V |
| (3) | Horní limit napětí: 0 až 10 V |
| (4) | Časový limit pro reakci funkce Limit Monitoring: vyp. / 0 až 10 sekund Vysvětlení pro nastavení 0 až 10 sekund:
|
Možná chybová hlášení při monitorování napětí: | |
19 | | Podkročení dolního limitu napětí |
20 | | Překročení horního limitu napětí |
Monitorování proudu
- Nastavení požadované hodnoty proudu a požadovaných limitů.
- Monitorování aktuální hodnoty proudu na svarový šev / job.
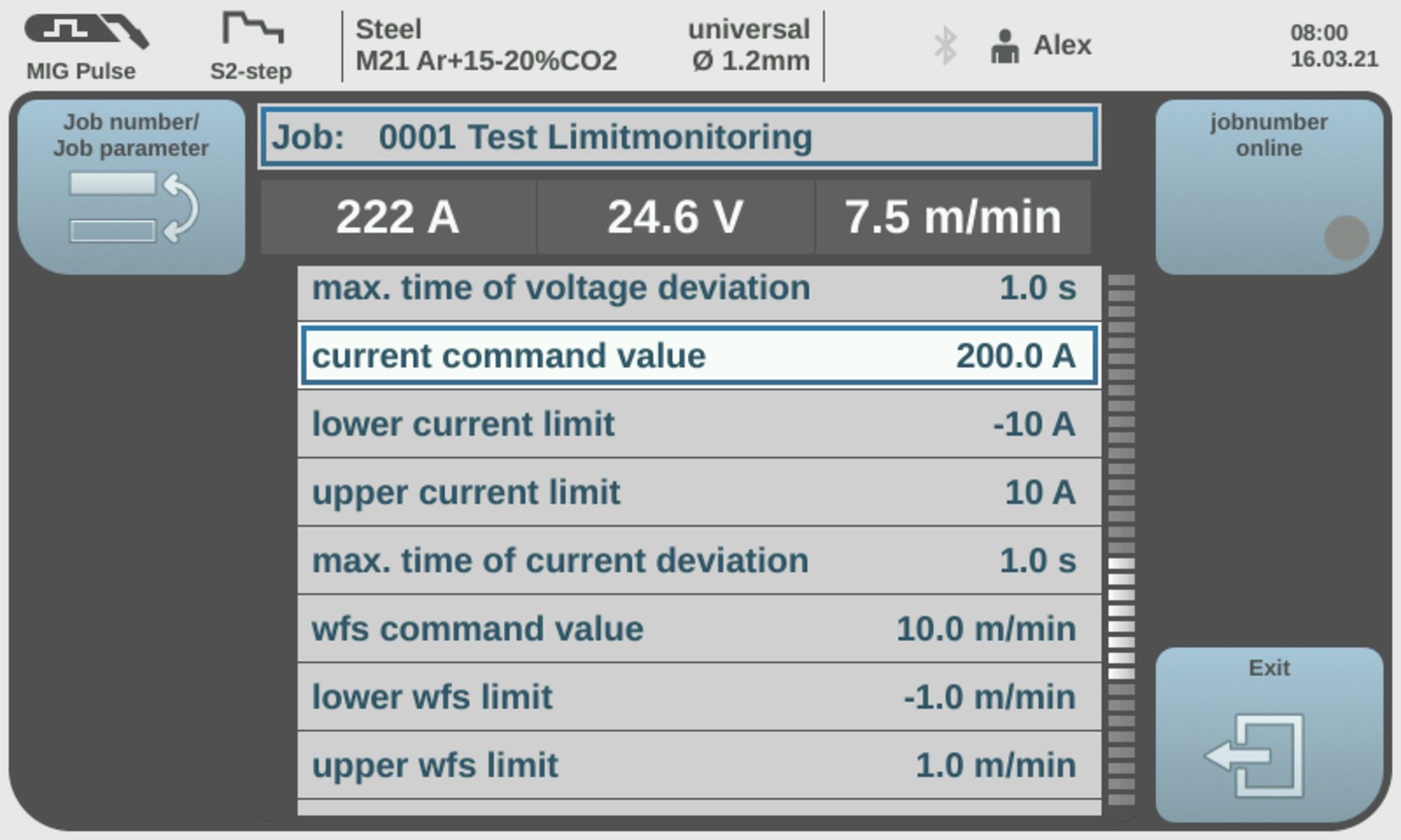
Monitorování proudu
Nastavitelné parametry:
| (1) | Požadovaná hodnota proudu: 0 až 100 A |
| (2) | Dolní limit proudu: -10 až 0 A |
| (3) | Horní limit proudu: 0 až 10 A |
| (4) | Časový limit pro reakci funkce Limit Monitoring: vyp. / 0 až 10 sekund Vysvětlení pro nastavení 0 až 10 sekund:
|
Možná chybová hlášení při monitorování proudu: | |
21 | | Podkročení dolního limitu proudu |
22 | | Překročení horního limitu proudu |
Monitorování rychlosti drátu
- Nastavení požadované hodnoty rychlosti drátu a požadovaných limitů.
- Monitorování aktuální hodnoty rychlosti drátu na svarový šev / job.
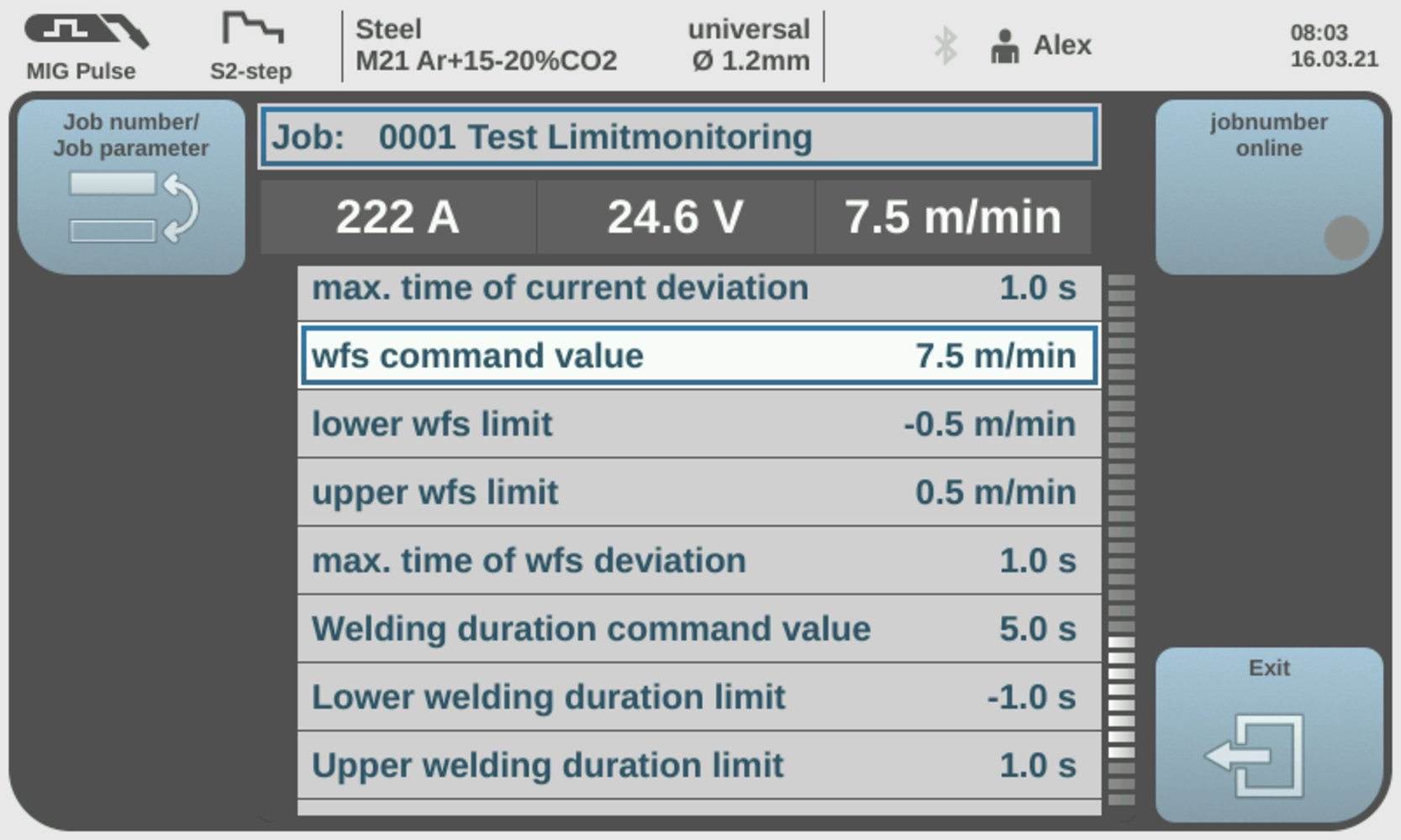
Monitorování rychlosti drátu
Nastavitelné parametry:
| (1) | Požadovaná hodnota rychlosti drátu: 0 až 100 m/min |
| (2) | Dolní limit rychlosti drátu: -10 až 0 m/min |
| (3) | Horní limit rychlosti drátu: 0 až 10 m/min |
| (4) | Časový limit pro reakci funkce Limit Monitoring: vyp. / 0 až 10 sekund Vysvětlení pro nastavení 0 až 10 sekund:
|
Možná chybová hlášení při monitorování rychlosti drátu: | |
23 | | Podkročení dolního limitu rychlosti drátu |
24 | | Překročení horního limitu rychlosti drátu |
Monitorování doby svařování
- Nastavení požadované hodnoty doby svařování a požadovaných limitů.
- Monitorování doby svařování na svarový šev / job.
Pokud se svarový šev skládá ze 2 nebo více jobů, musí se pro joby, které v pořadí svarů následují, připočíst doba svařování předtím svařeného jobu.
Příklad:- Svarový šev se skládá ze 4 jobů, každý s dobou 4 sekundy.
- Limit Monitoring ignoruje první 3 joby a eviduje jen poslední job.
- Proto je nutné u posledního jobu nastavit požadovanou hodnotu doby svařování minimálně 16 sekund (4 x 4 sekundy), aby se zabránilo tomu, že Limit Monitoring nechtěně vydá hlášení.
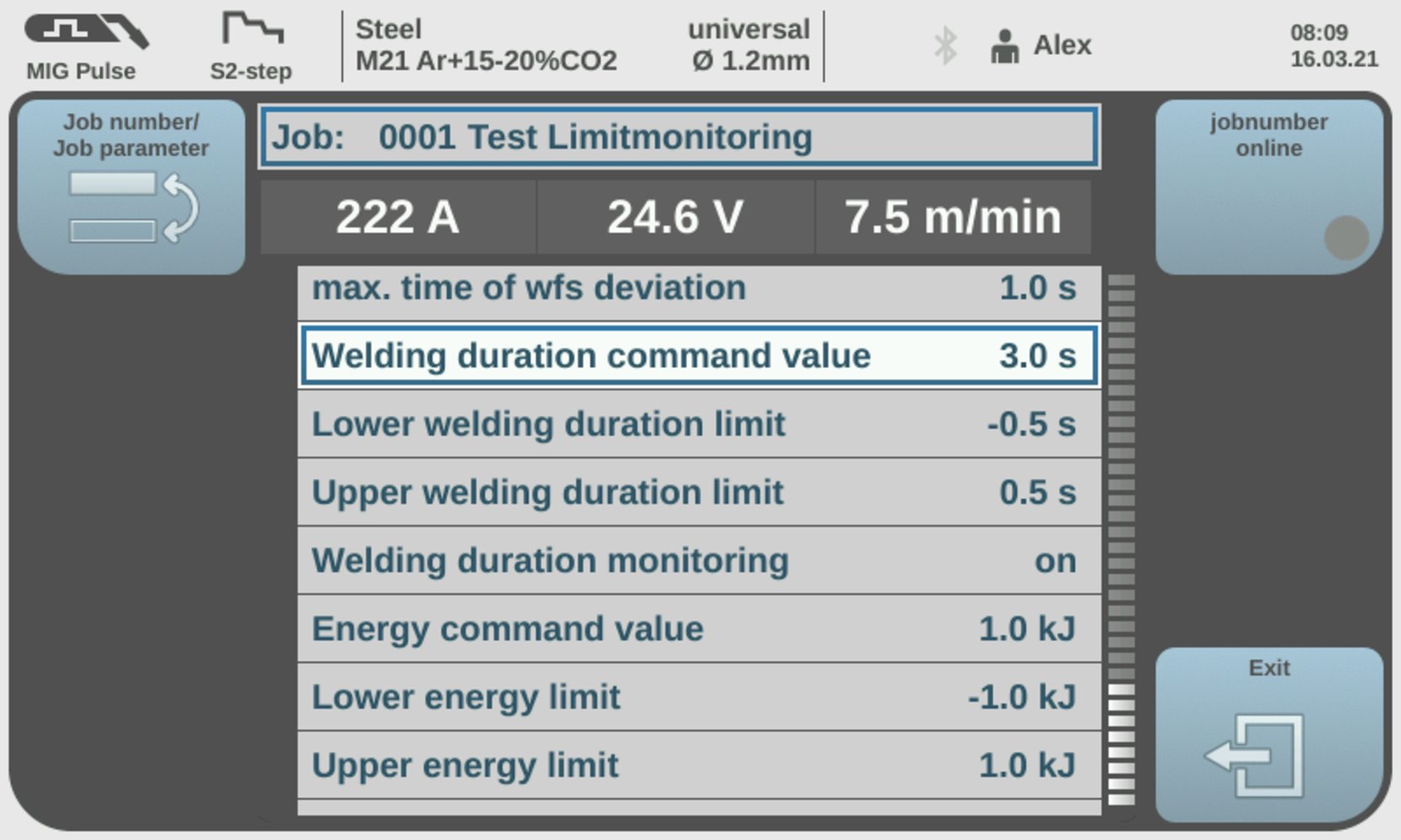
Monitorování doby svařování
Nastavitelné parametry:
| (1) | Požadovaná hodnota doby svařování: 0 až 999,9 sekund |
| (2) | Dolní limit doby svařování: -50 až 0 sekund |
| (3) | Horní limit doby svařování: 0 až 50 sekund |
| (4) | Časový limit pro reakci funkce Limit Monitoring: vyp. / 0 až 10 sekund Vysvětlení pro nastavení 0 až 10 sekund:
|
Možná chybová hlášení při monitorování doby svařování: | |
50 | | Nebylo dosaženo dolního limitu doby svařování |
51 | | Překročení horního limitu doby svařování |
Monitorování energie
- Nastavení požadované hodnoty energie a požadovaných limitů.
- Monitorování dodané energie na svarový šev / job.
Pokud se svarový šev skládá ze 2 nebo více jobů, musí se pro joby, které v pořadí svarů následují, připočíst dodaná energie předtím svařeného jobu.
Příklad:- Svarový šev se skládá ze 4 jobů, každý s dodanou energií 40 kJ.
- Limit Monitoring ignoruje první 3 joby a eviduje jen poslední job.
- Proto je nutné u posledního jobu nastavit požadovanou hodnotu energie minimálně 160 kJ (4 x 40 kJ), aby se zabránilo tomu, že Limit Monitoring nechtěně vydá hlášení.
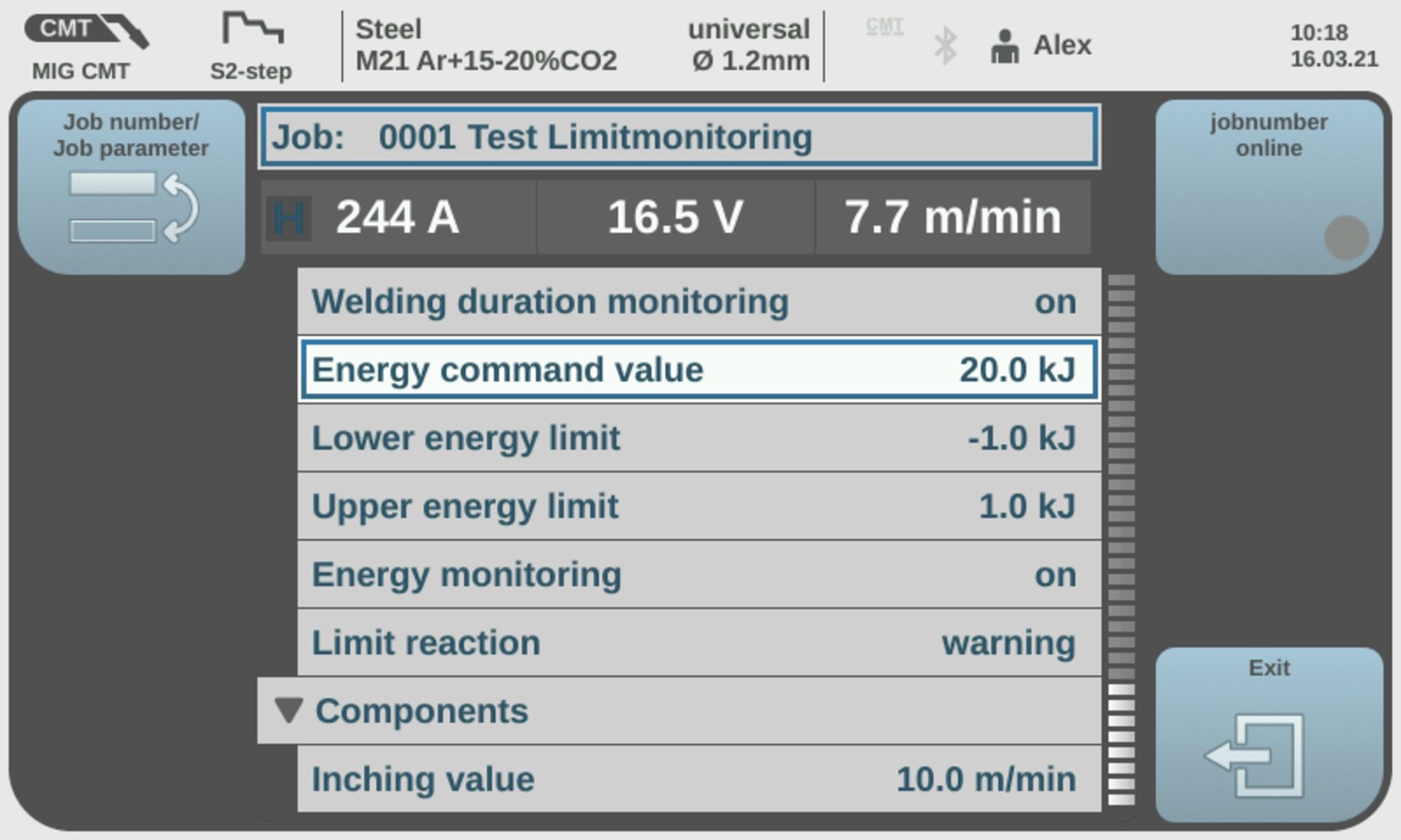
Monitorování energie
Nastavitelné parametry:
| (1) | Požadovaná hodnota energie: 0 až 9999,9 kJ |
| (2) | Dolní limit energie: -10 až 0 kJ |
| (3) | Horní limit energie: 0 až 10 kJ |
| (4) | Monitorování energie: zap./vyp. |
Možná chybová hlášení: | |
47 | | Nebylo dosaženo dolního limitu energie |
48 | | Překročení horního limitu energie |
Nastavení reakce při překročení nebo podkročení limitů:
- Určení, jak svařovací přístroj zareaguje při překročení nebo podkročení nastavených limitů.
- Ignorovat
- Varování
- Chyba
Níže je uveden popis jednotlivých reakcí.
Reakce při překročení nebo podkročení limitů = ignorovat:- žádná reakce
- bez zápisu do záznamů
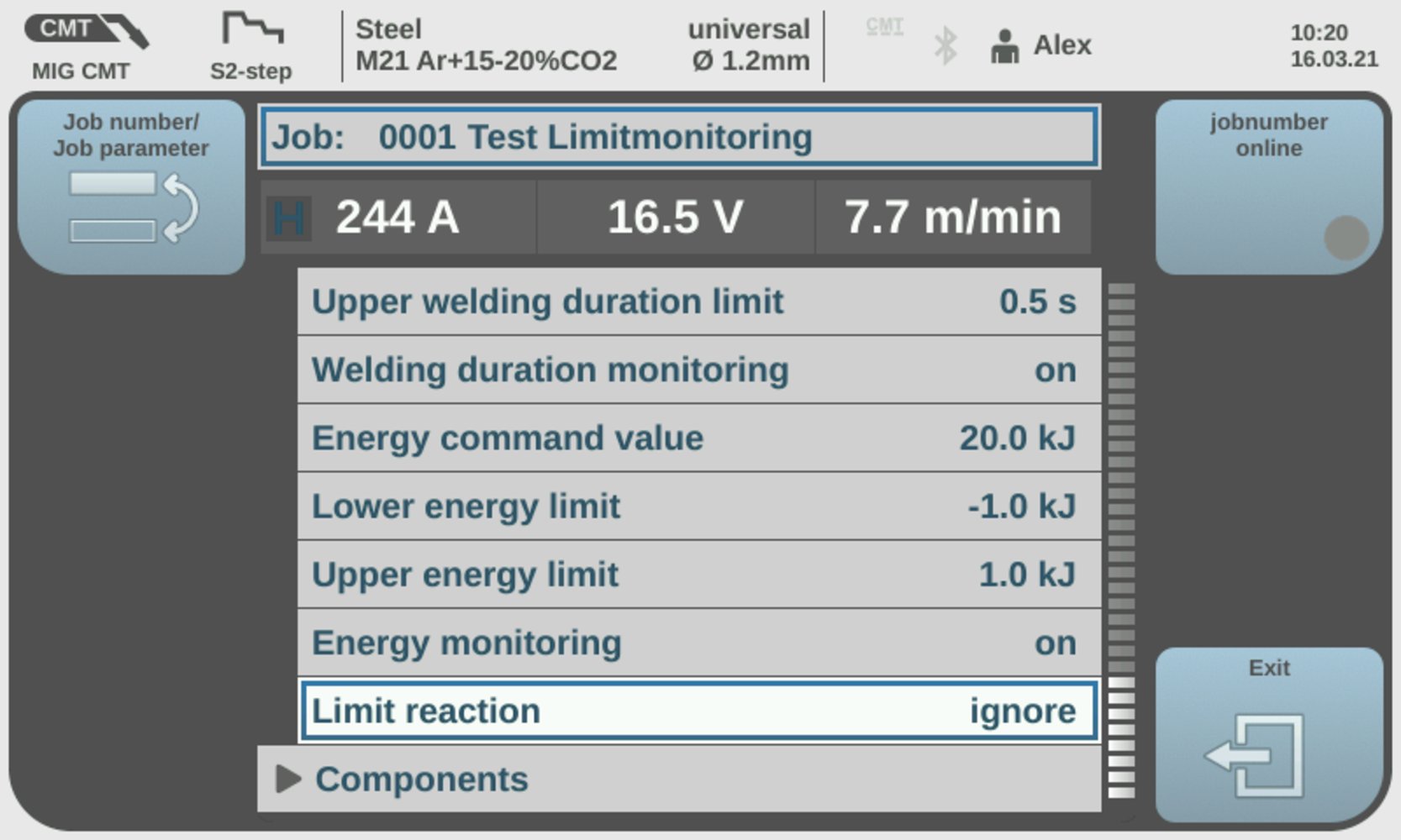
Reakce při překročení nebo podkročení limitů = ignorovat
- Provede se zápis do záznamů.
- Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.
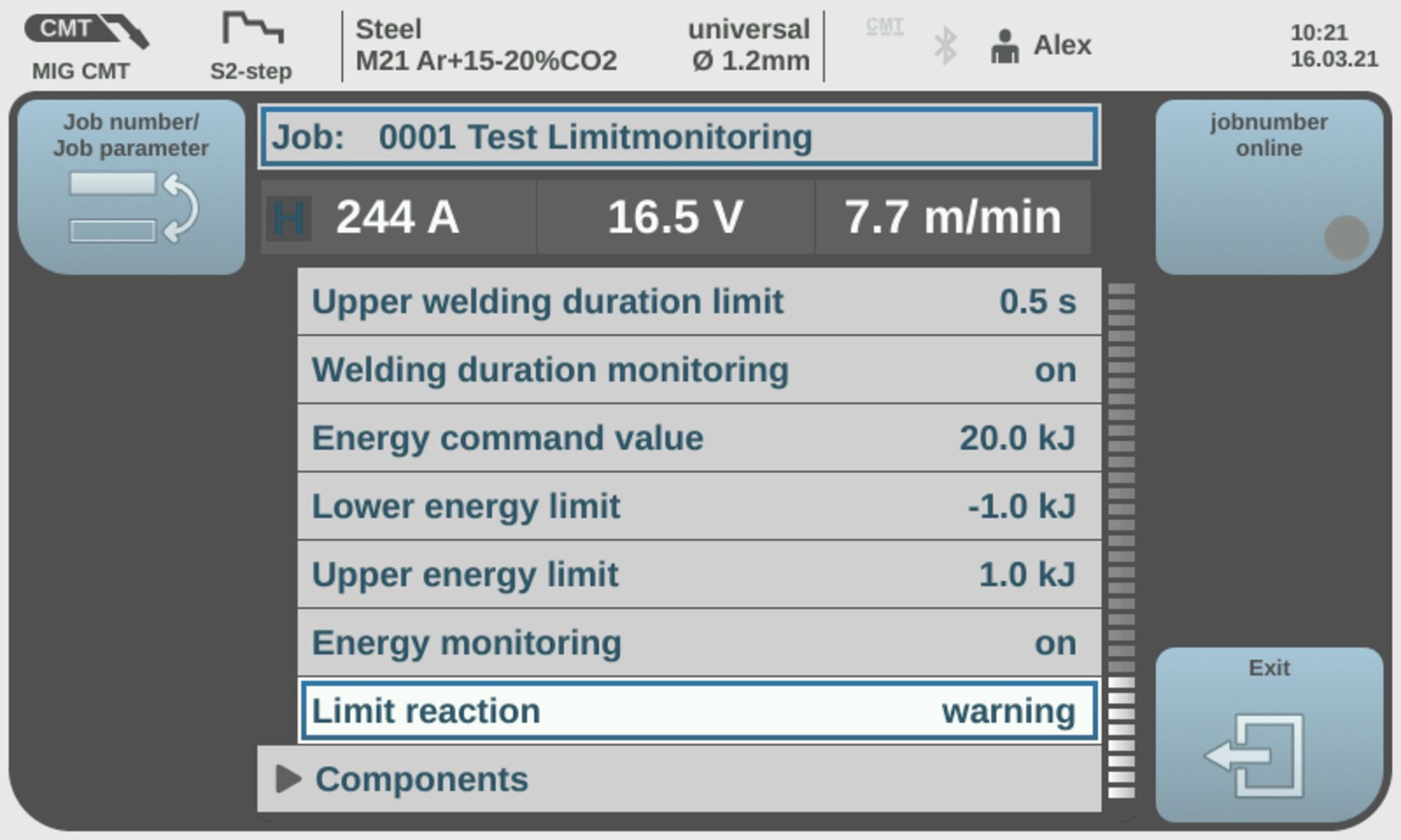
Reakce při překročení nebo podkročení limitů = varování
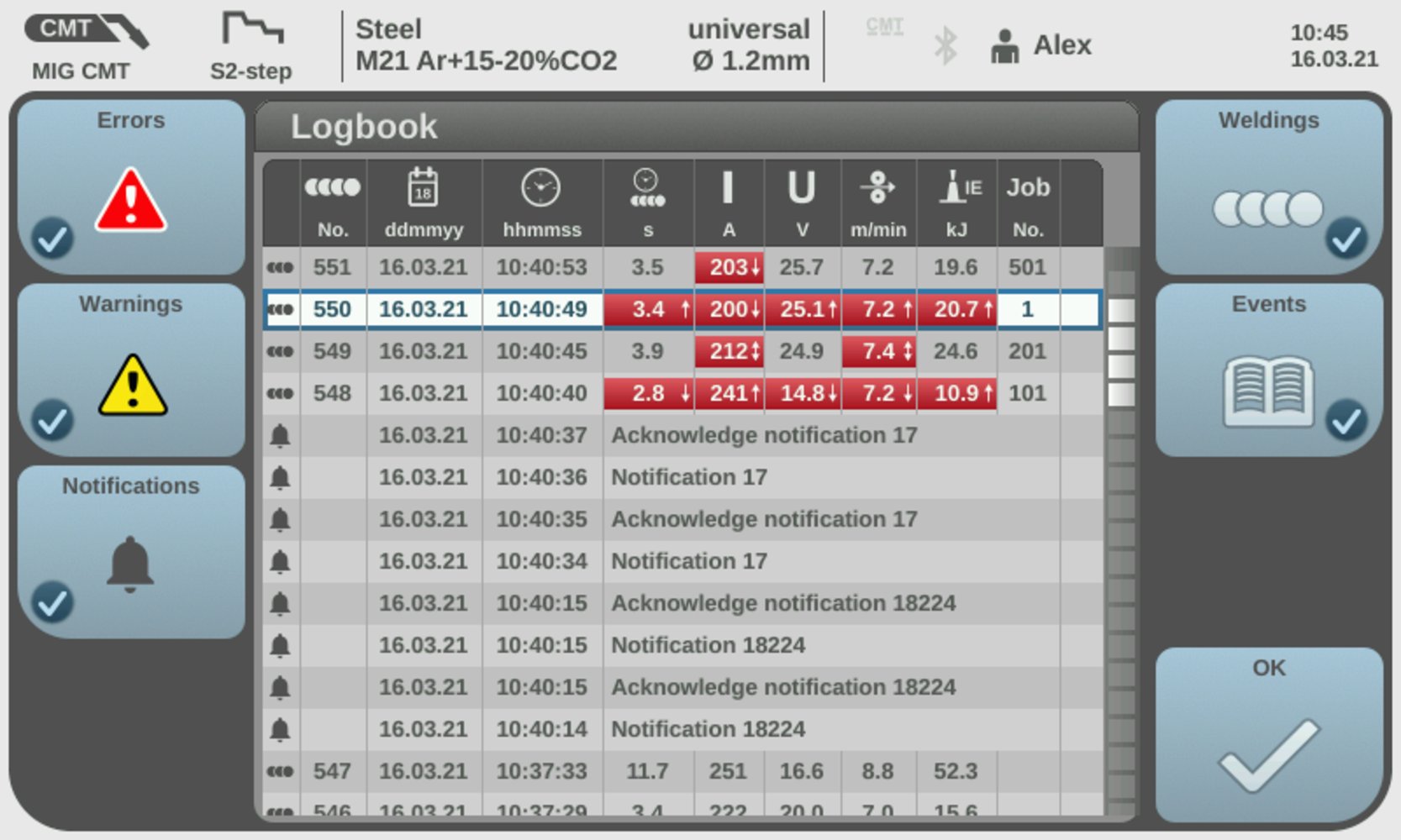
Přehled položek zapsaných v záznamech
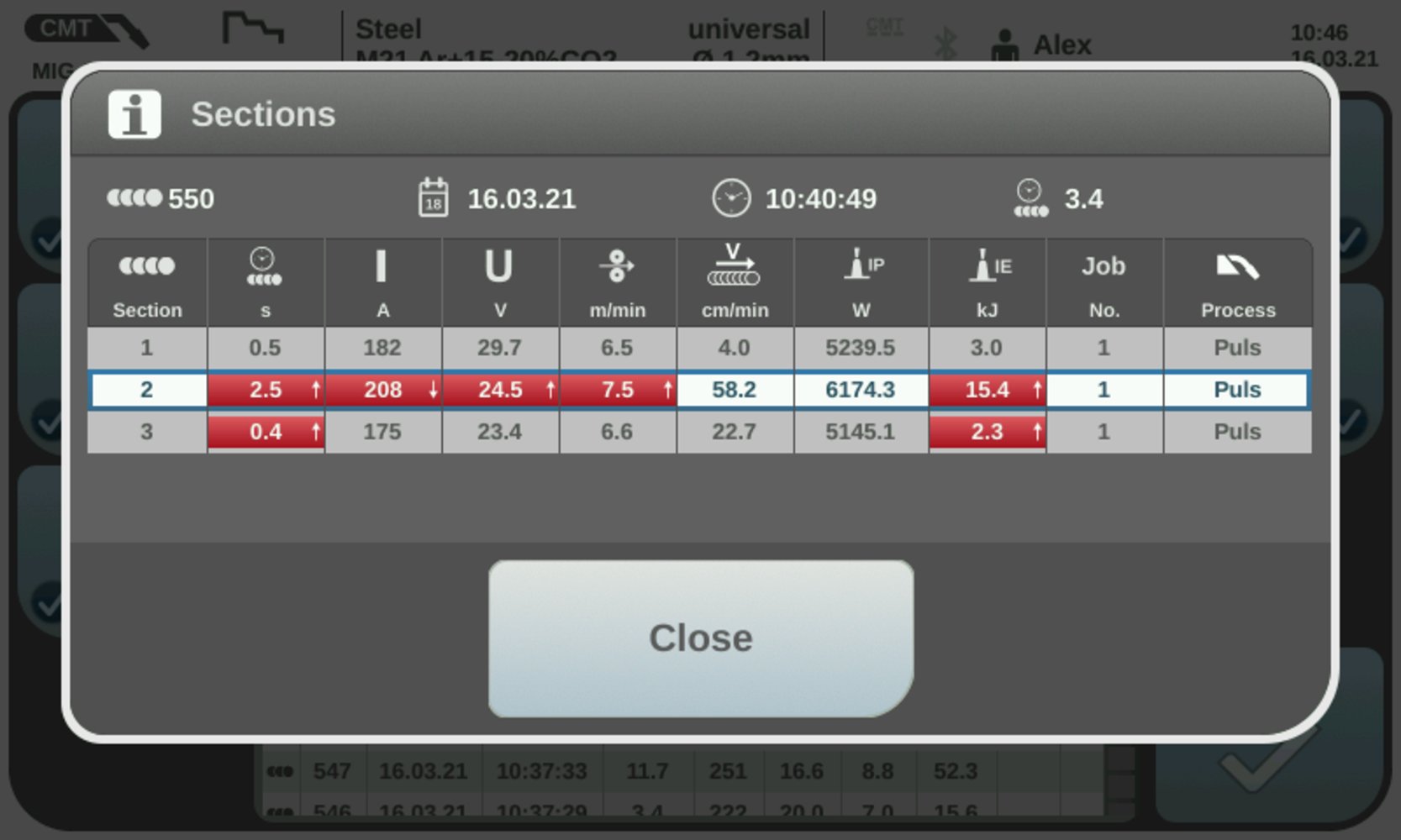
Zobrazení jednotlivých sekcí v záznamech
- Na svařovacím přístroji se zobrazí překročení nebo podkročení limitů.
- Překročení nebo podkročení se zobrazuje až do konce svařování.
- Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.
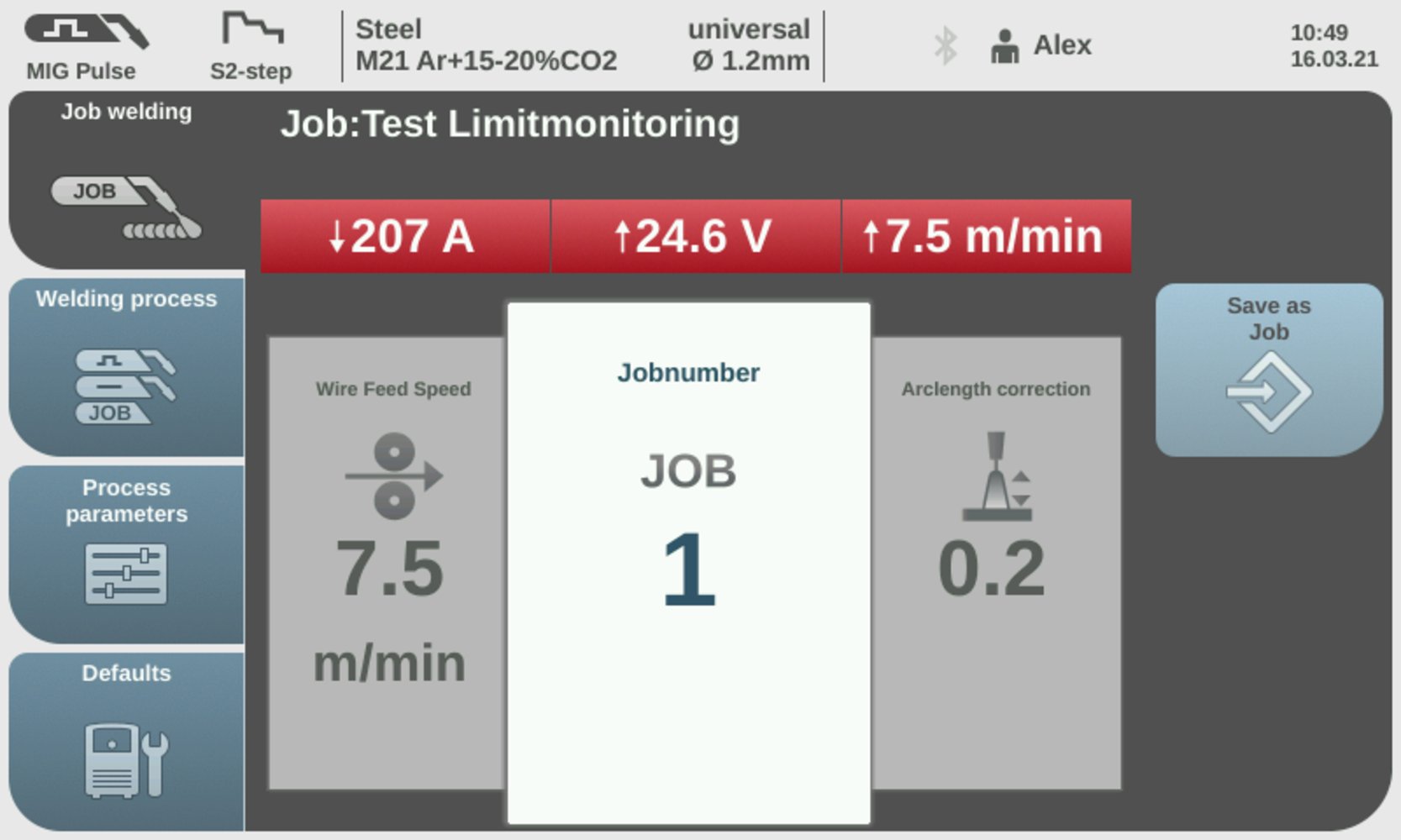
Zobrazení varování u parametrů svařování
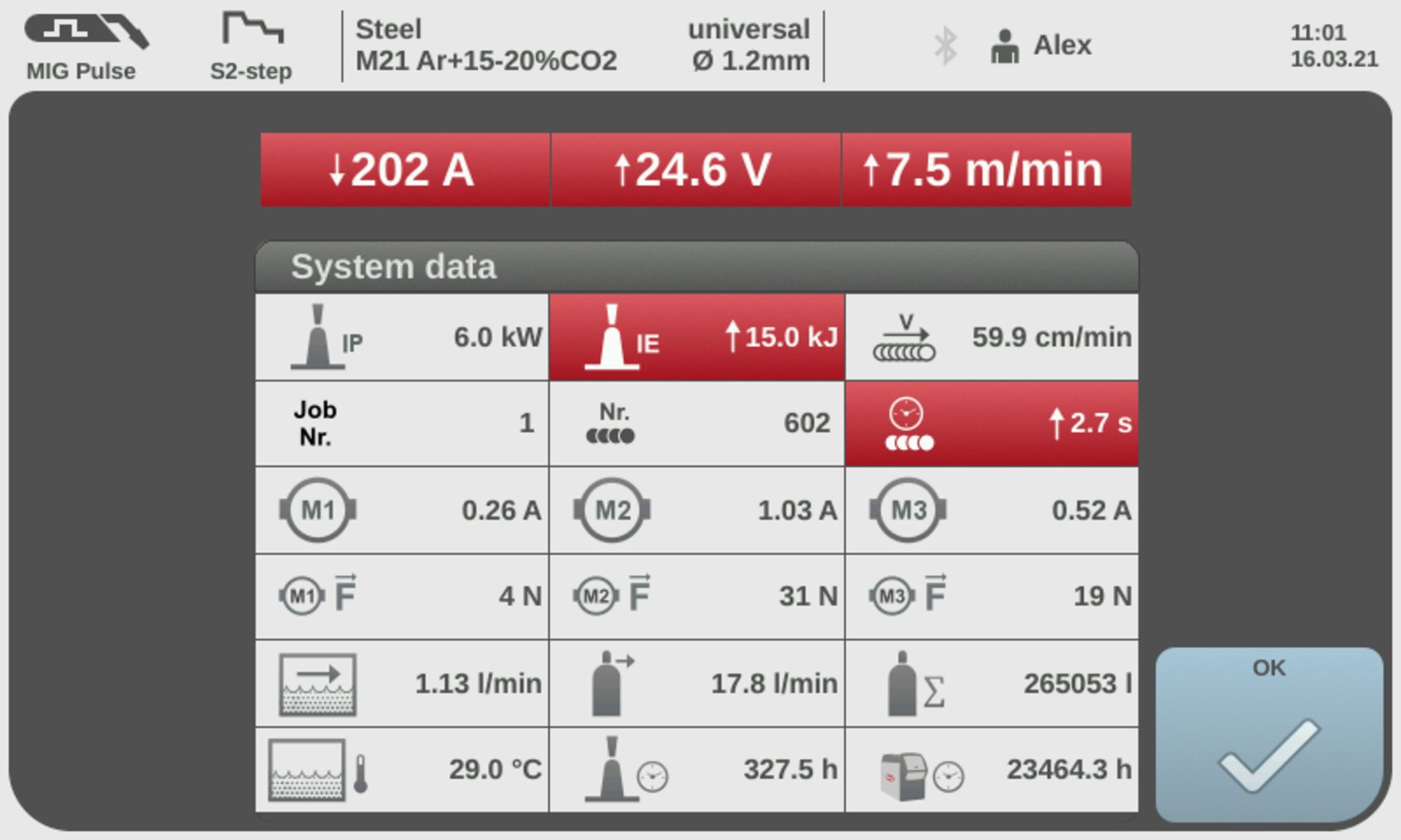
Zobrazení varování u systémových dat
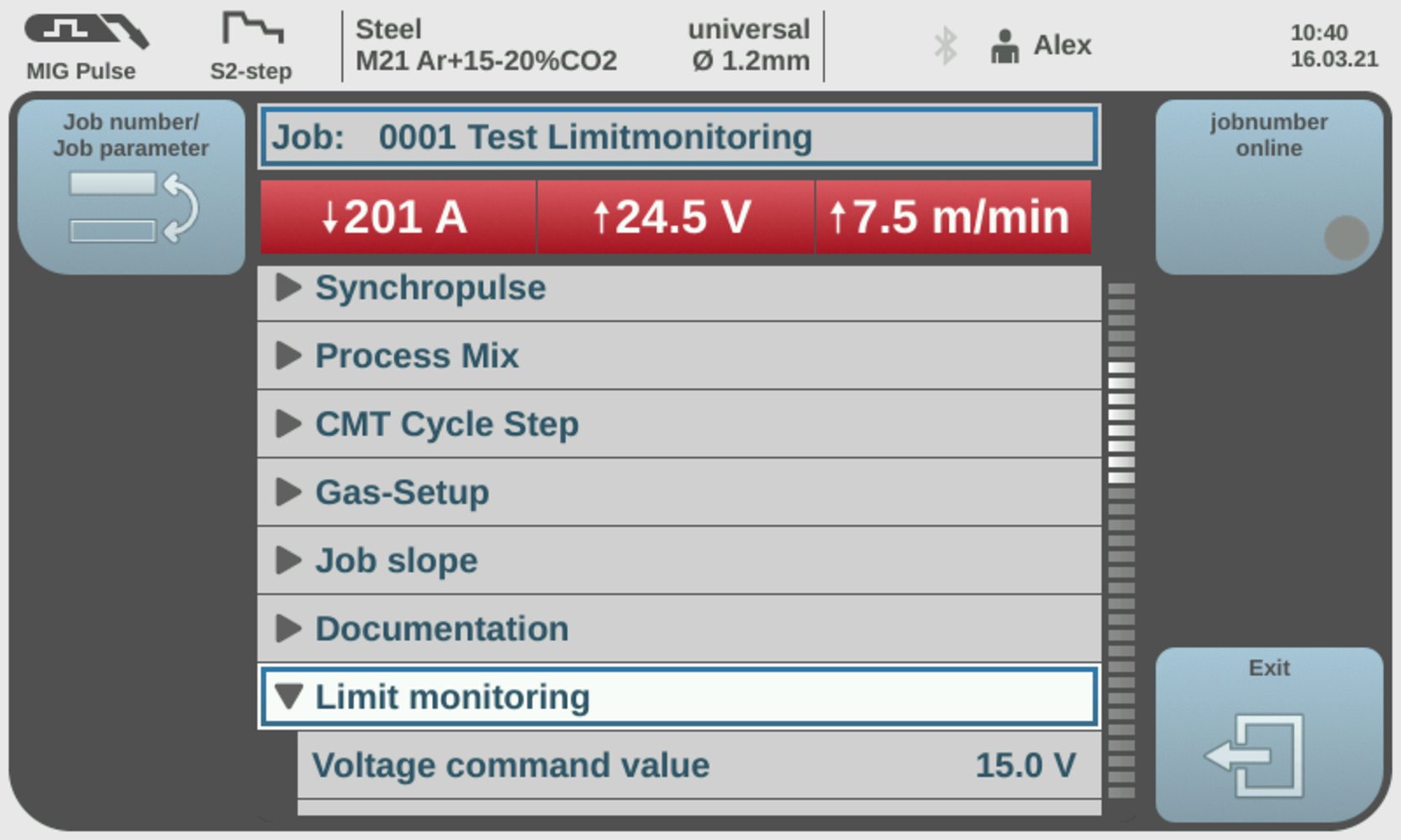
Zobrazení varování u funkce Optimalizovat Job
- Během svařování reaguje limitní signál (WORD 1 / Byte 2 / Bit 19) přímo na překročení nebo podkročení limitů.
- Pokud není zjištěno překročení nebo podkročení limitů, zůstane Limitsignal Low.
- Pokud je zjištěno překročení nebo podkročení limitů, Limitsignal se změní na hodnotu High.
- Jakmile jsou parametry znovu v definovaných limitech, Limitsignal se po 1 sekundě znovu vrátí na hodnotu Low.
- Na rozhraní nebude vydáno žádné číslo varování (WORD 9 / Byte 18 - 19 / Bit 144 - 159).
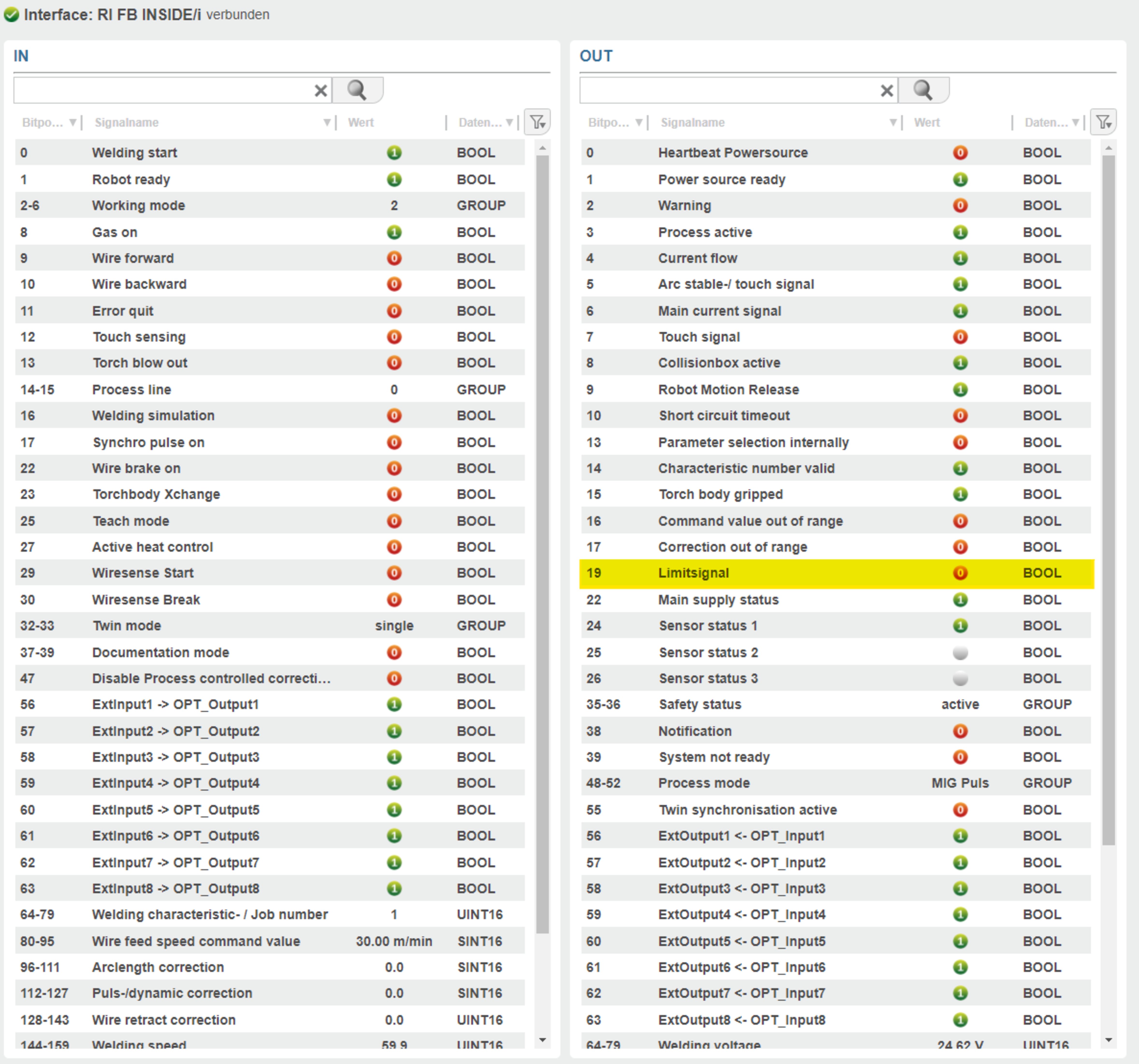
Zobrazení na rozhraní; Limitsignal = Low
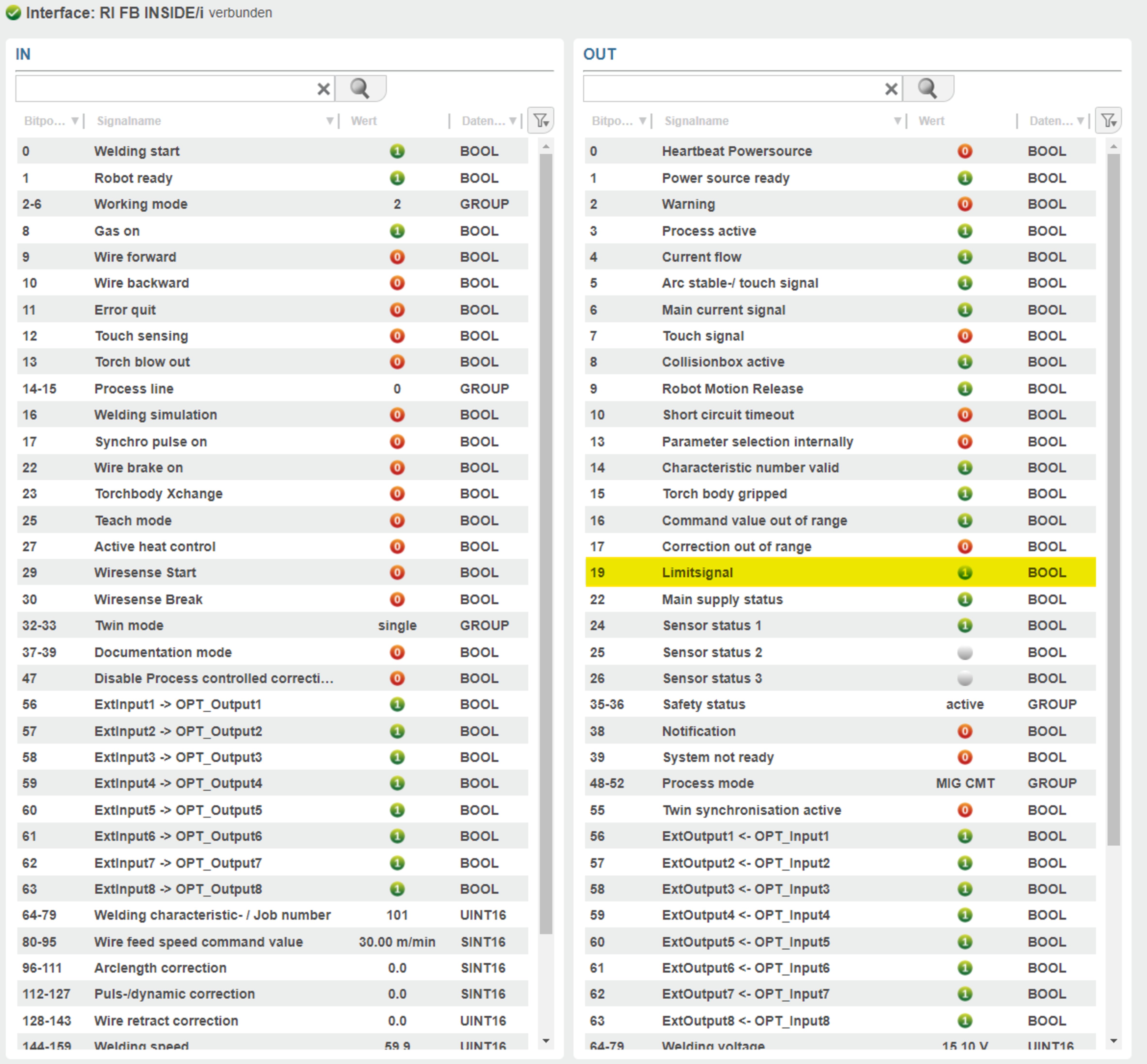
Zobrazení na rozhraní; Limitsignal = High
- Svařovací přístroj zastaví svařovací proces.
- Provede se zápis do záznamů.
- Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.
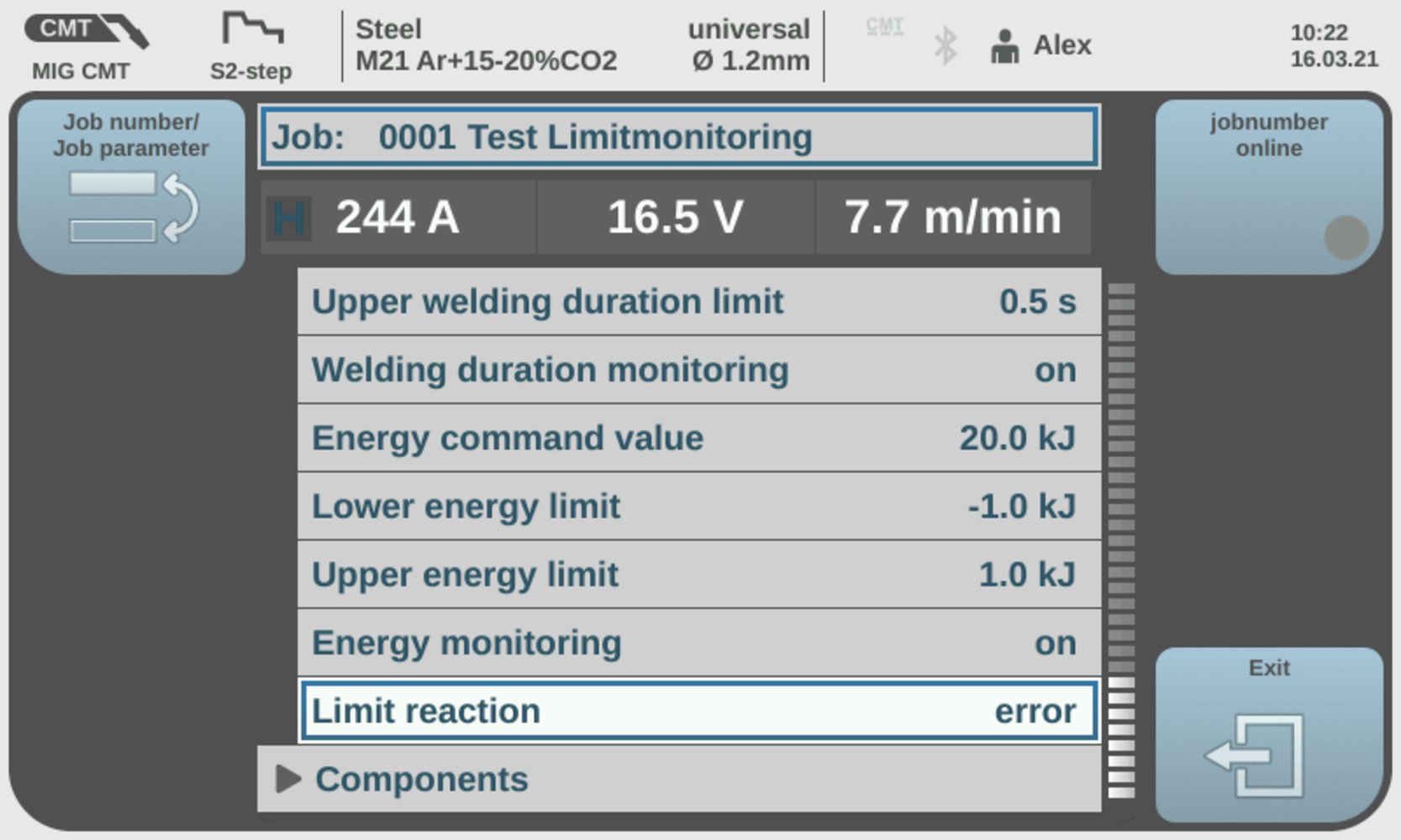
Reakce při překročení nebo podkročení limitů = chyba
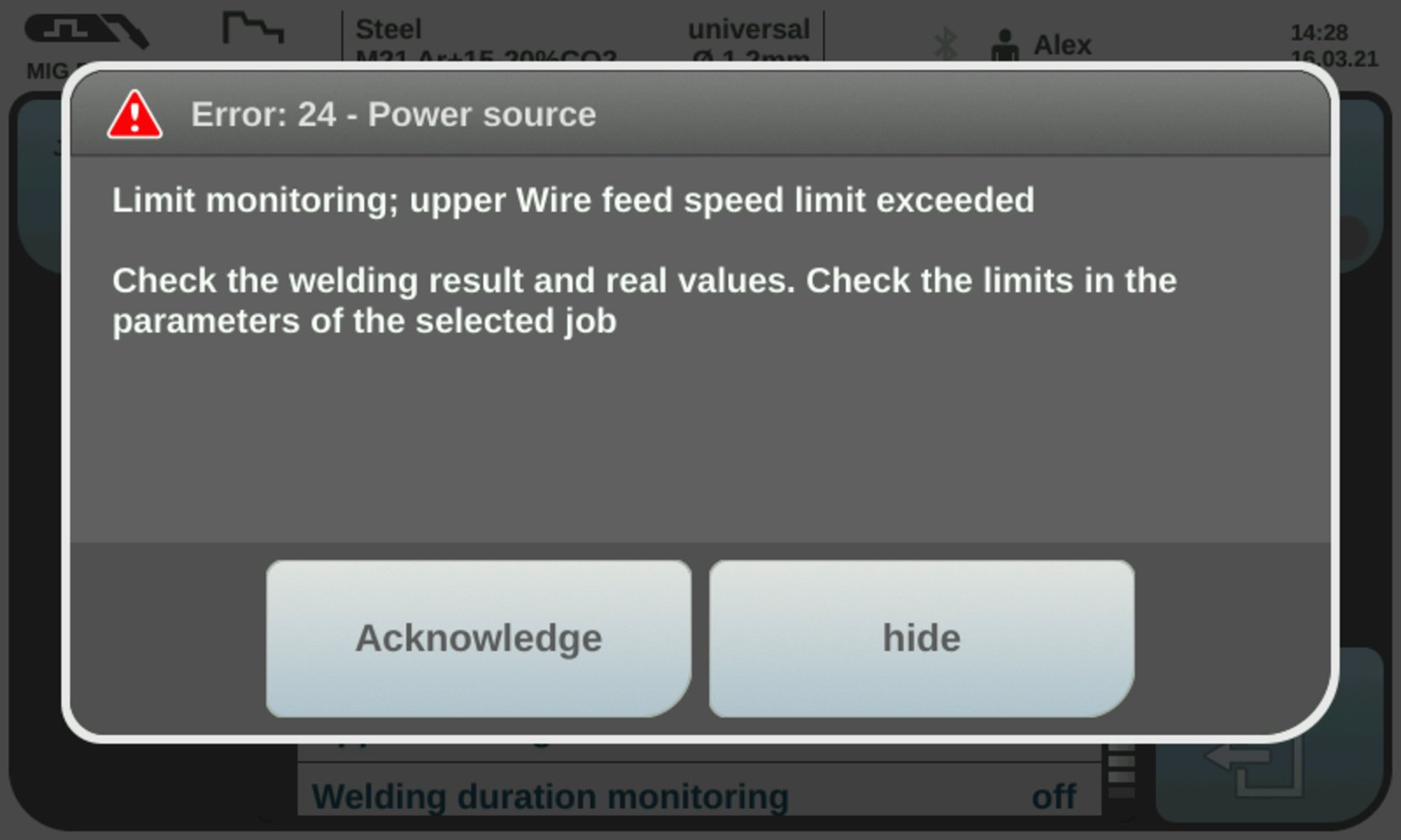
Chybové hlášení
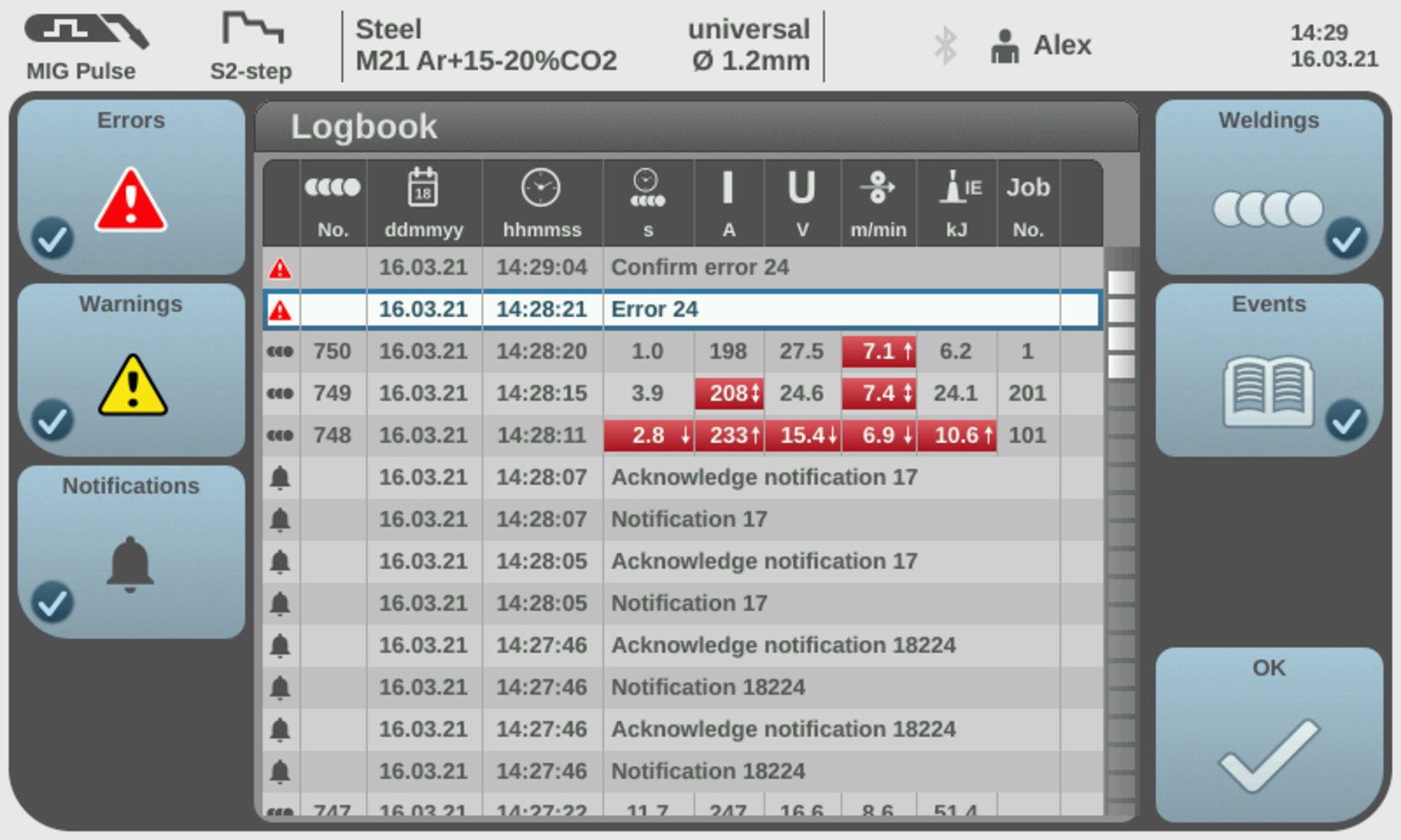
Přehled položek zapsaných v záznamech
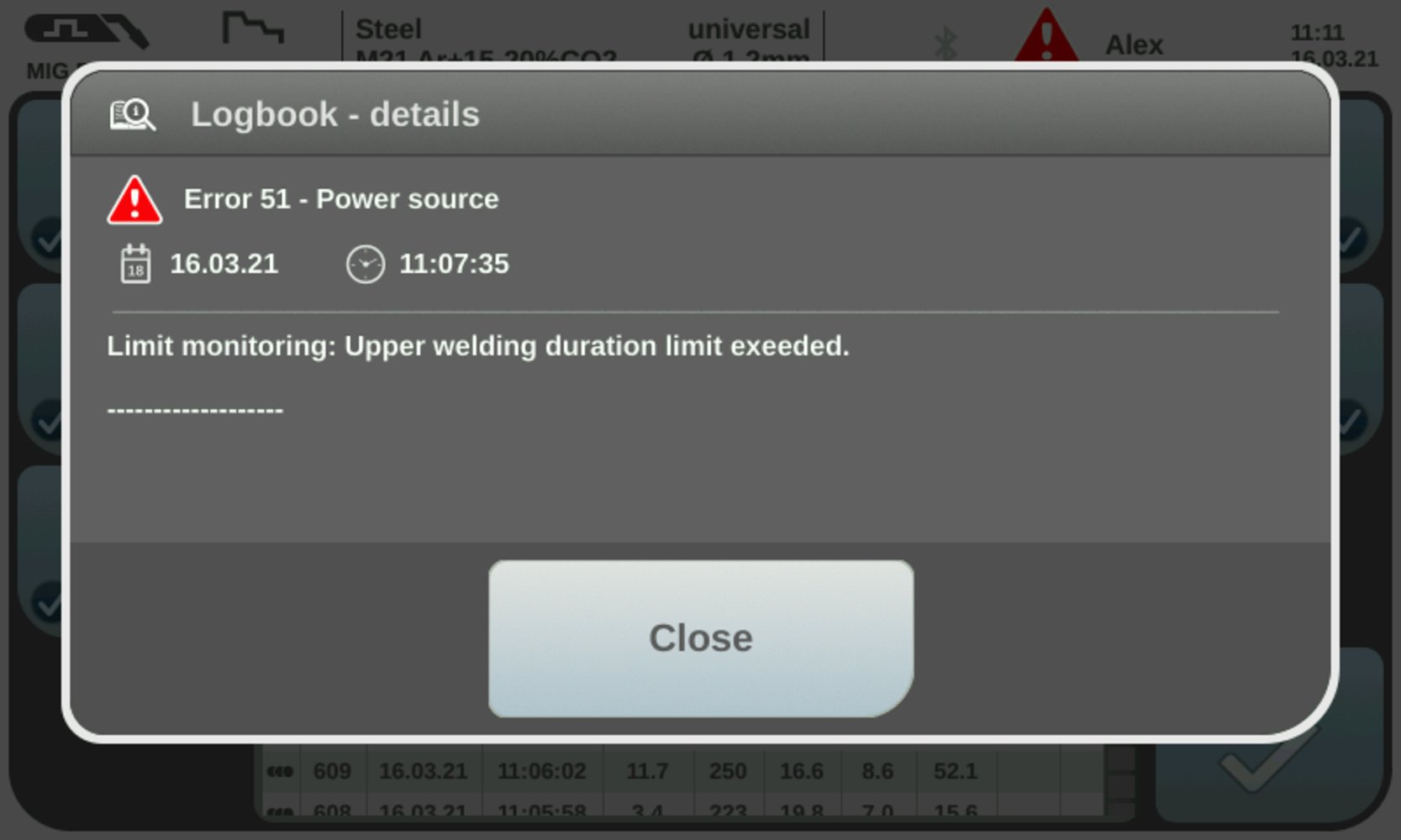
Podrobnosti záznamů
- Během svařování reaguje limitní signál (WORD 1 / Byte 2 / Bit 19) přímo na překročení nebo podkročení limitů.
- Pokud není zjištěno překročení nebo podkročení limitů, zůstane Limitsignal Low.
- Pokud je zjištěno překročení nebo podkročení limitů, Limitsignal se změní na hodnotu High.
- Svařování se okamžitě zastaví.
- Na rozhraní se zobrazí číslo chyby (= důvod pro zastavení svařování) (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
- Jakmile jsou parametry znovu v definovaných limitech, Limitsignal se po 1 sekundě znovu vrátí na hodnotu Low.
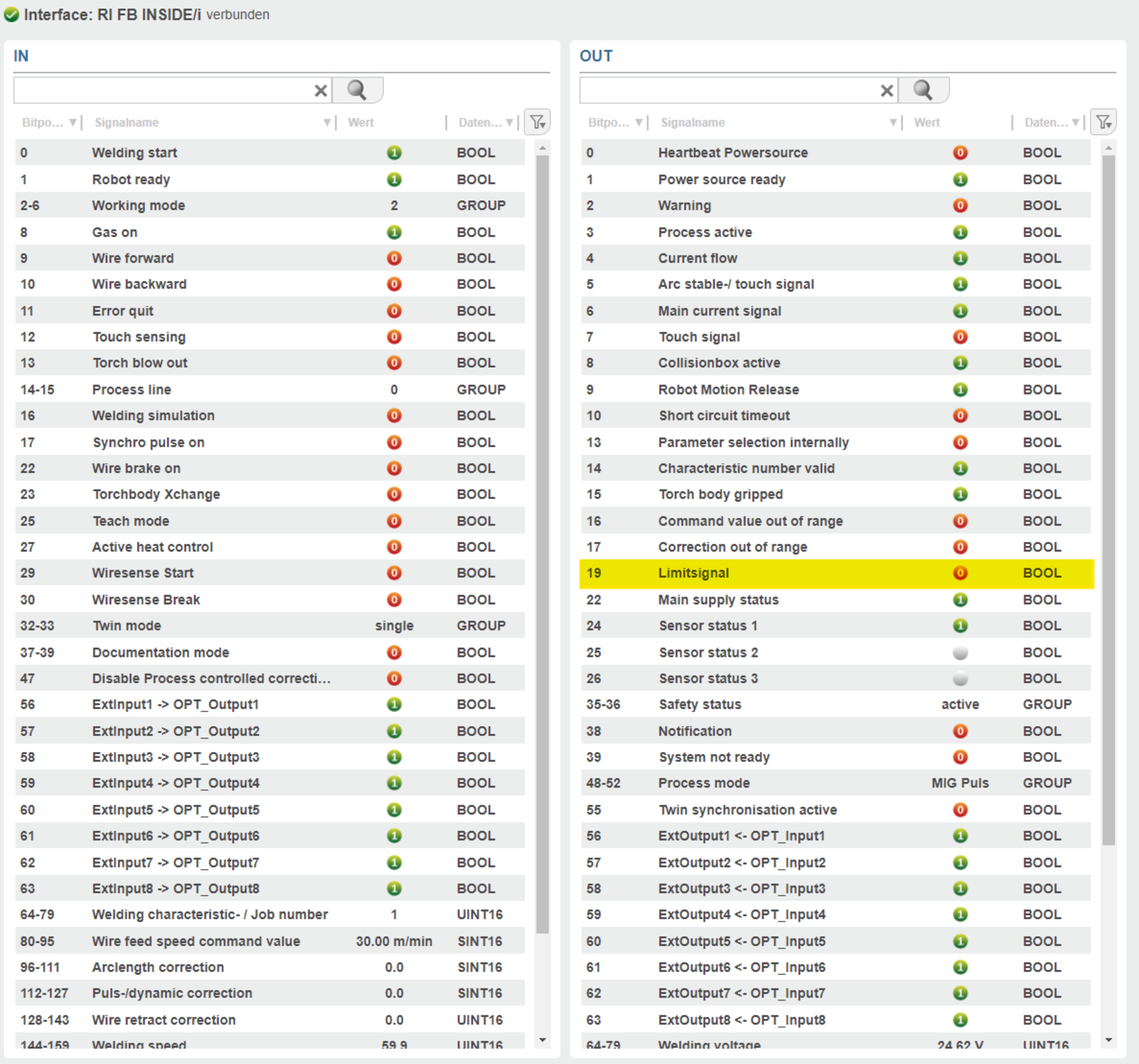
Zobrazení na rozhraní; Limitsignal = Low
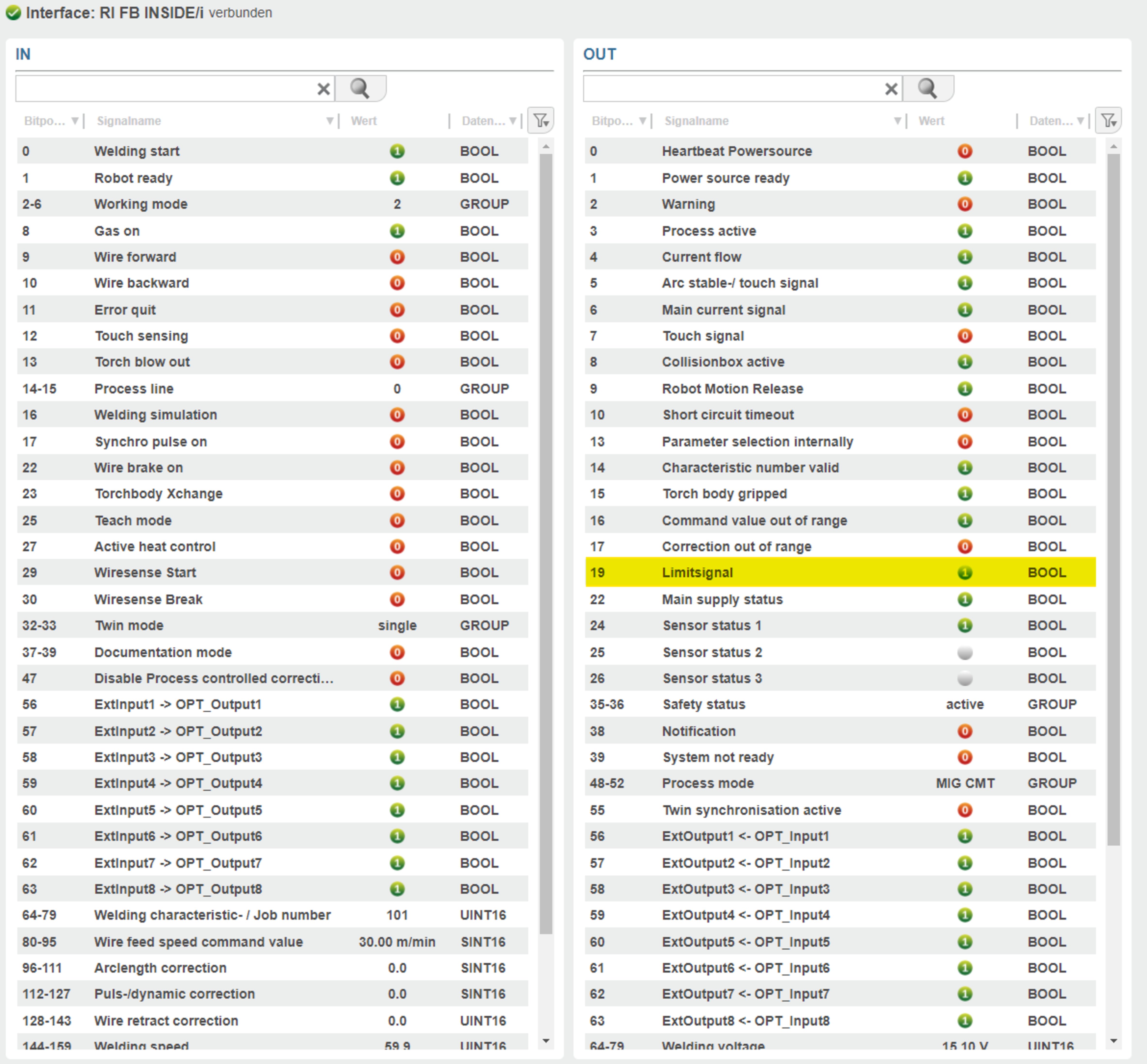
Zobrazení na rozhraní; Limitsignal = High
Přehled funkcí rozhraní při překročení nebo podkročení limitů:
Nastavená reakce | Limitní signál | Číslo chyby (WORD 8 / Byte 16 - 17 / Bit 128 - 134) | Číslo varování (WORD 9 / Byte 18 - 19 / Bit 144 - 159) | Zastavení svařování Ano/Ne |
|---|---|---|---|---|
Ignorovat | - | - | - | - |
Varování | x | - | - | - |
Chyba | x | x | - | Ano |
Nastavení reakce při překročení nebo podkročení limitů síly motoru
- Monitorování síly motoru není spojeno s jobem a je tedy neustále k dispozici.
- Aby bylo možné vyvodit závěry o stavu vedení podávání drátu (opotřebení bovdenu, stav motoru…), lze monitorovat sílu motoru a nastavit odpovídající reakci při překročení nebo podkročení definovaných limitů.
- Monitorování síly motoru je dostupné u svařovacího přístroje od verze 2.3.1.
- Monitoruje se síla hlavního motoru M1.
- Monitorování síly motoru je aktivní také při zavádění drátu.
- Určení, jak svařovací přístroj zareaguje při překročení nebo podkročení nastaveného limitu pro sílu motoru.
- Ignorovat
- Varování
- Chyba
Níže je uveden popis jednotlivých reakcí.
Reakce při překročení nebo podkročení limitů = ignorovat:- Bez reakce na svařovacím přístroji.
- Bez provedení zápisu do záznamů.
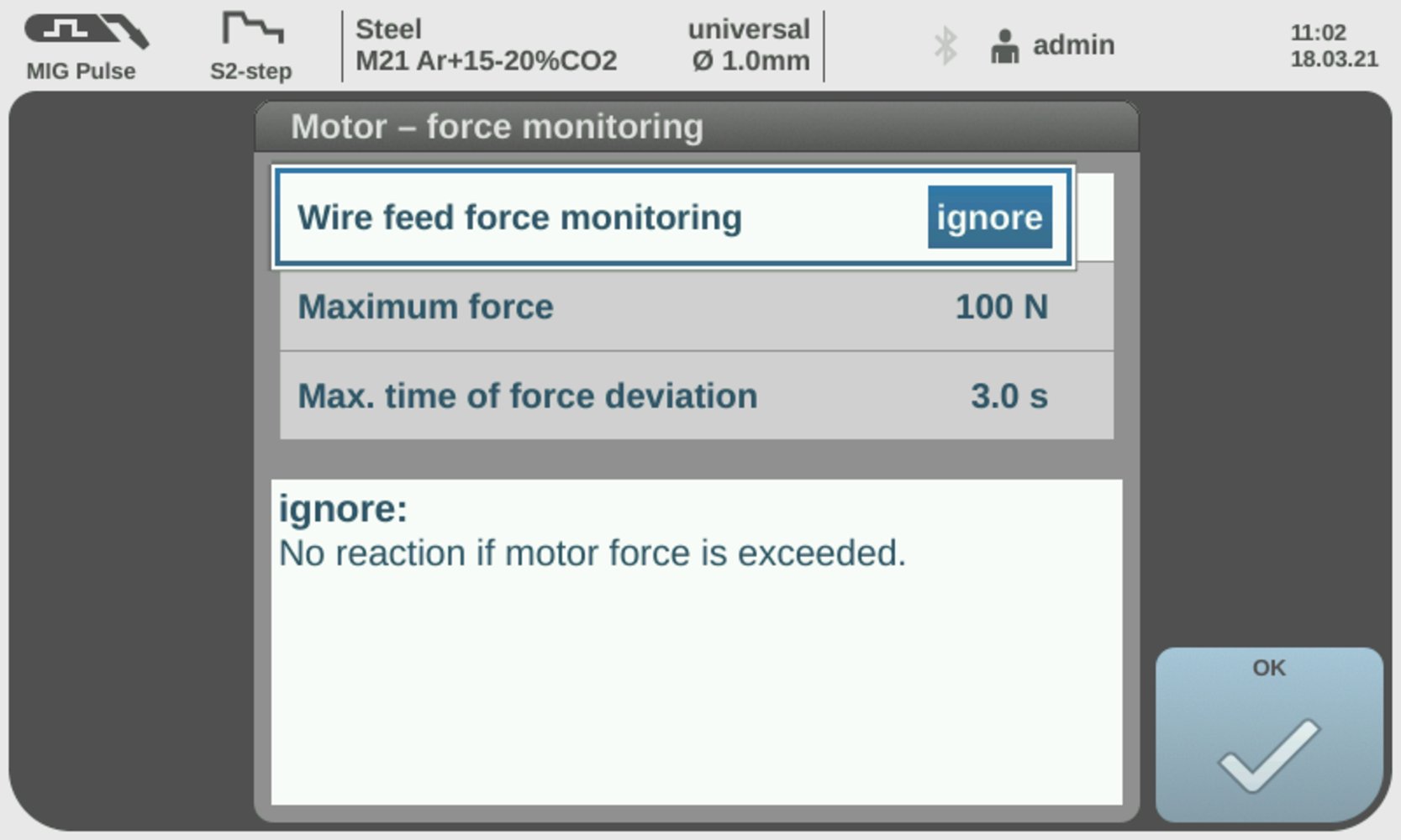
Reakce při překročení nebo podkročení limitů = ignorovat
- Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.
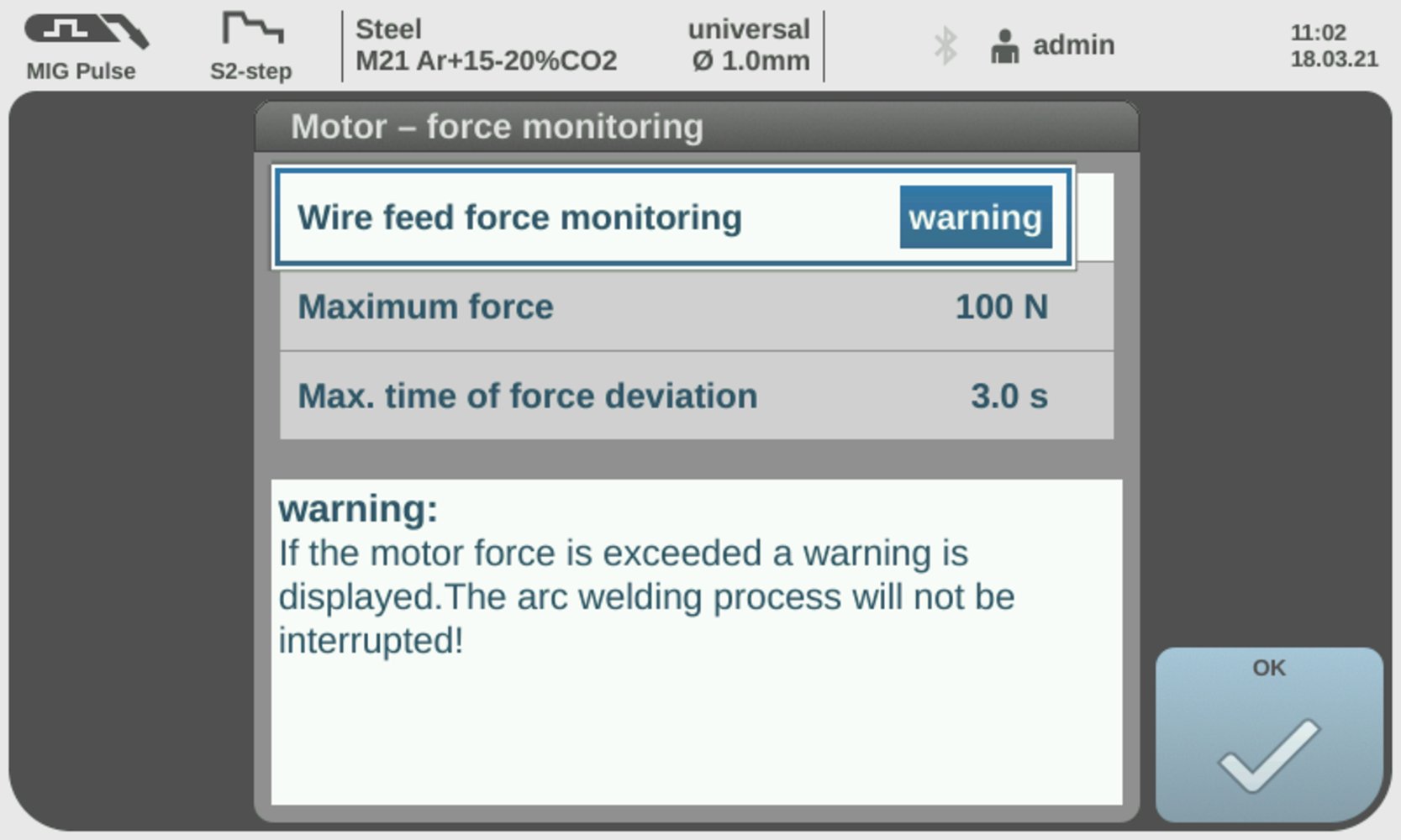
Reakce při překročení nebo podkročení limitů = varování
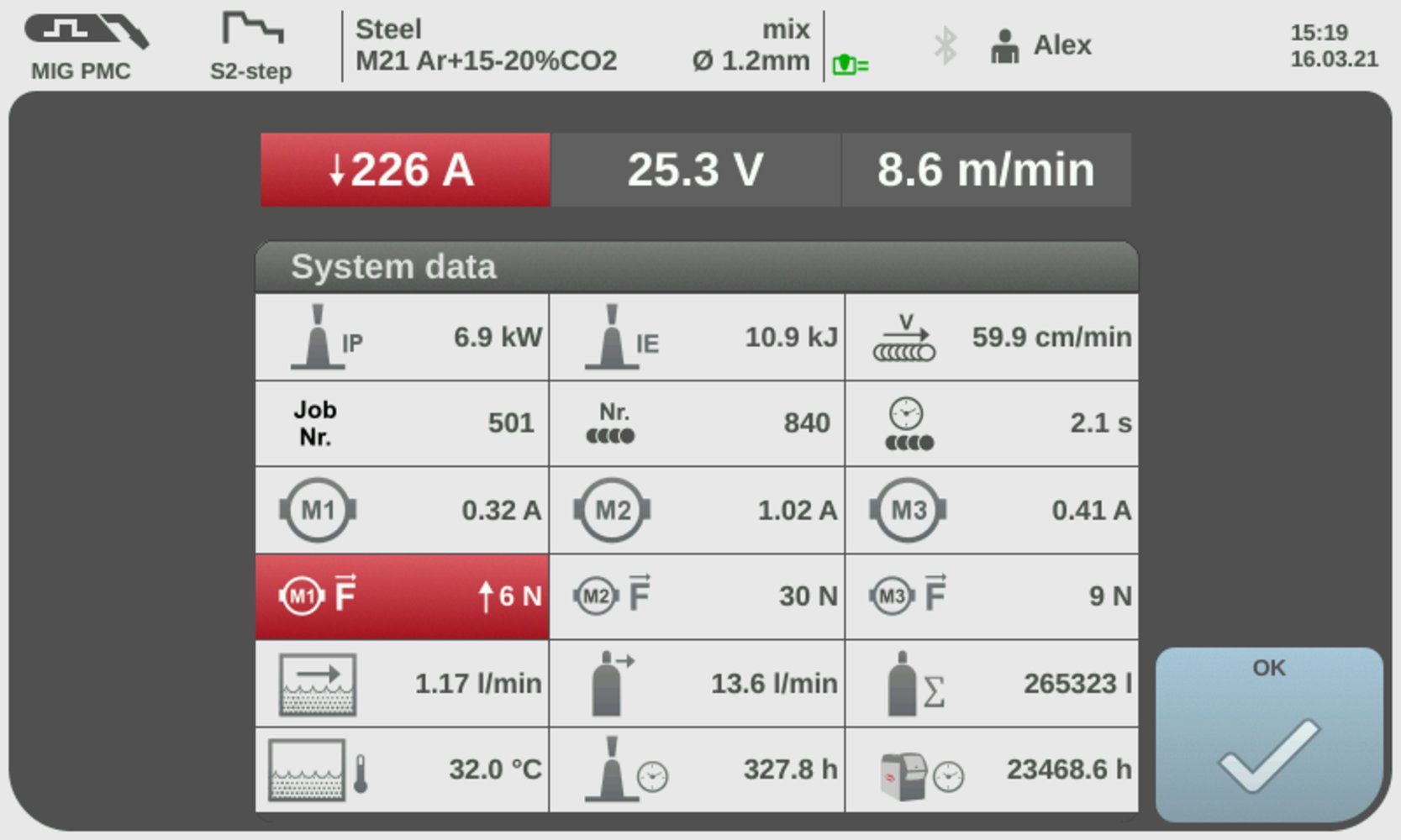
Zobrazení varování u systémových dat
- Během svařování reaguje limitní signál (WORD 1 / Byte 2 / Bit 19) přímo na překročení nebo podkročení limitů.
- Pokud není zjištěno překročení nebo podkročení limitů, zůstane Limitsignal Low.
- Pokud je zjištěno překročení nebo podkročení limitů, Limitsignal se změní na hodnotu High.
- Jakmile jsou parametry znovu v definovaných limitech, Limitsignal se po 1 sekundě znovu vrátí na hodnotu Low.
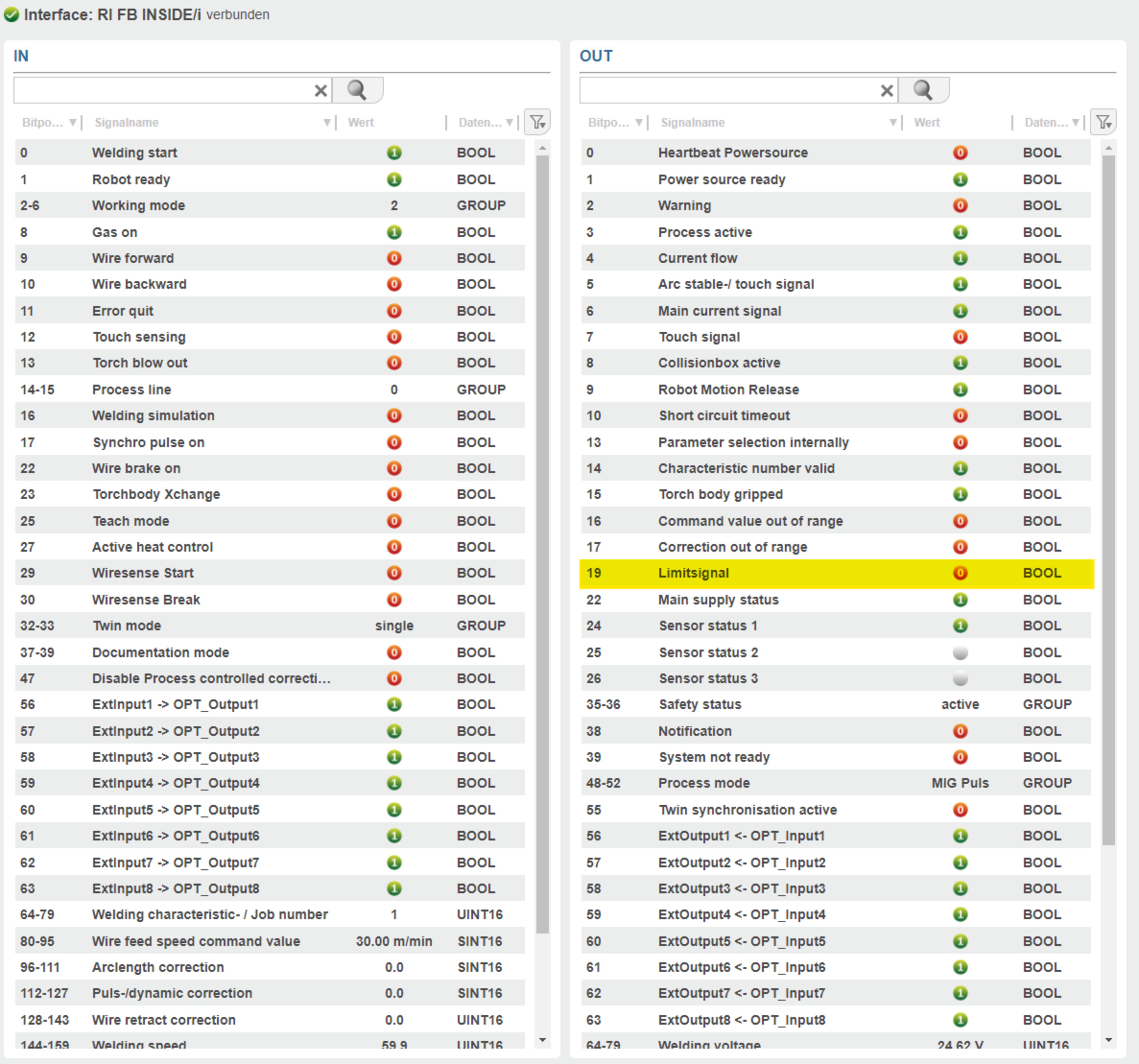
Zobrazení na rozhraní; Limitsignal = Low
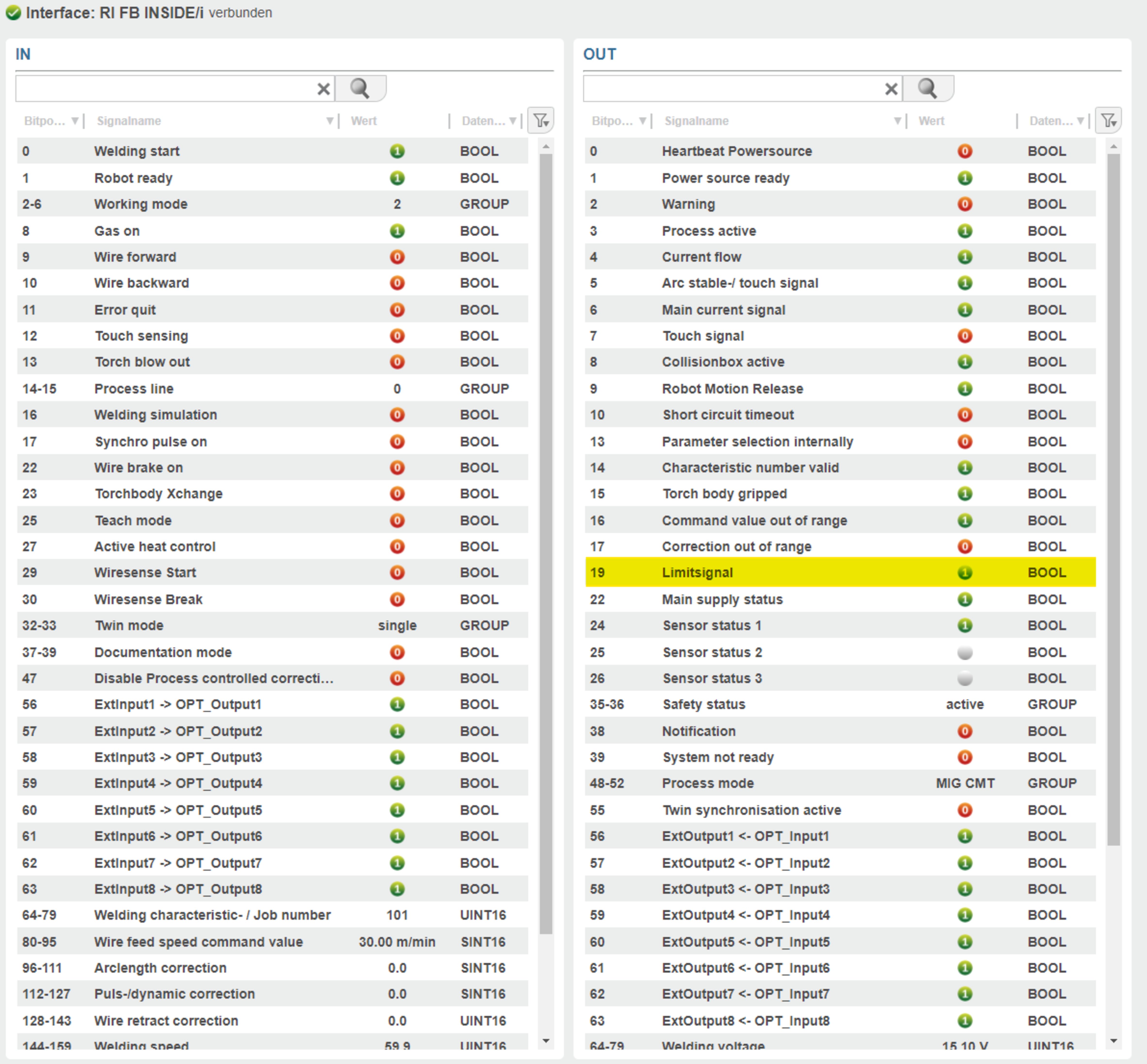
Zobrazení na rozhraní; Limitsignal = High
- Svařovací přístroj zastaví svařovací proces.
- Provede se zápis do záznamů.
- Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.
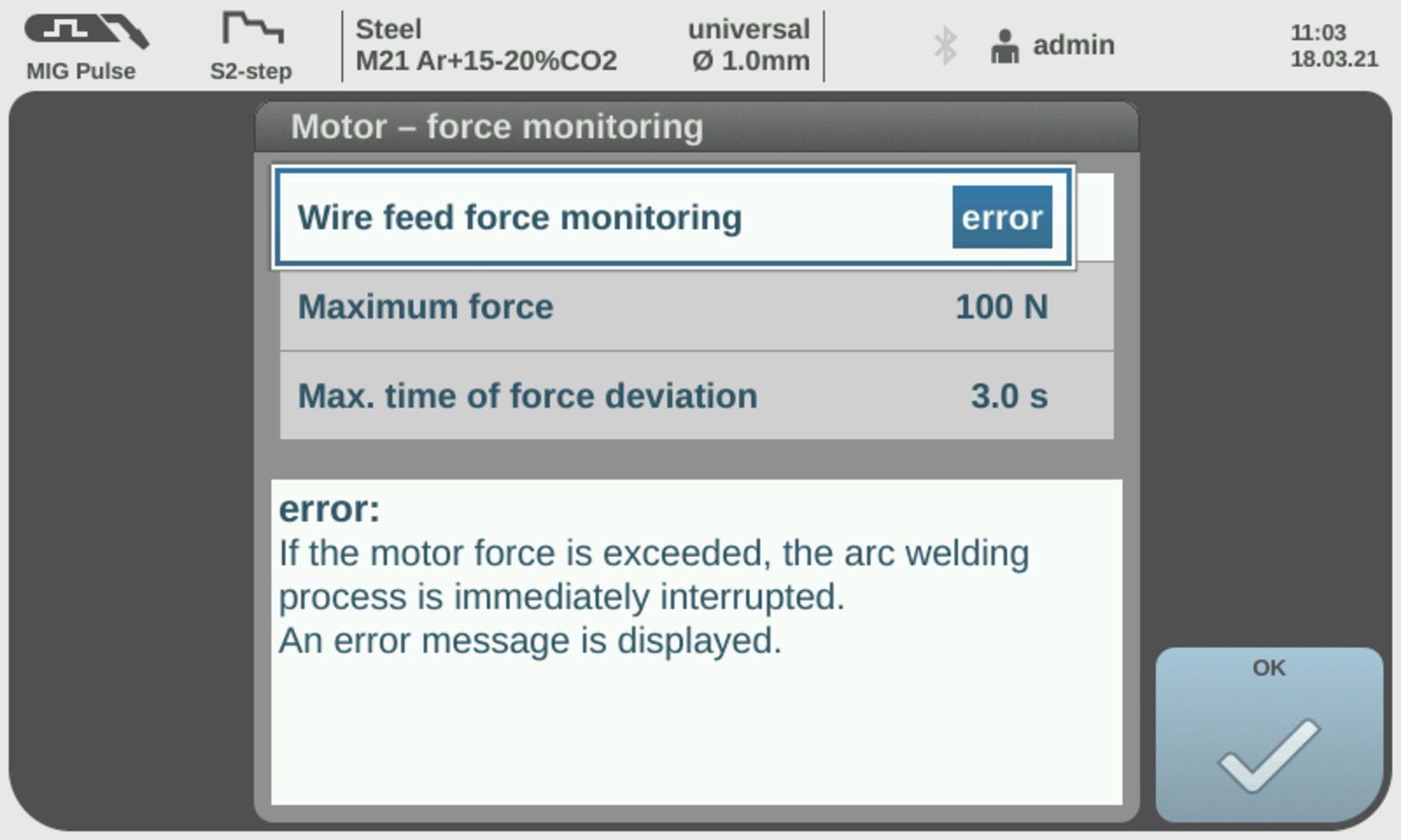
Reakce při překročení nebo podkročení limitů = chyba
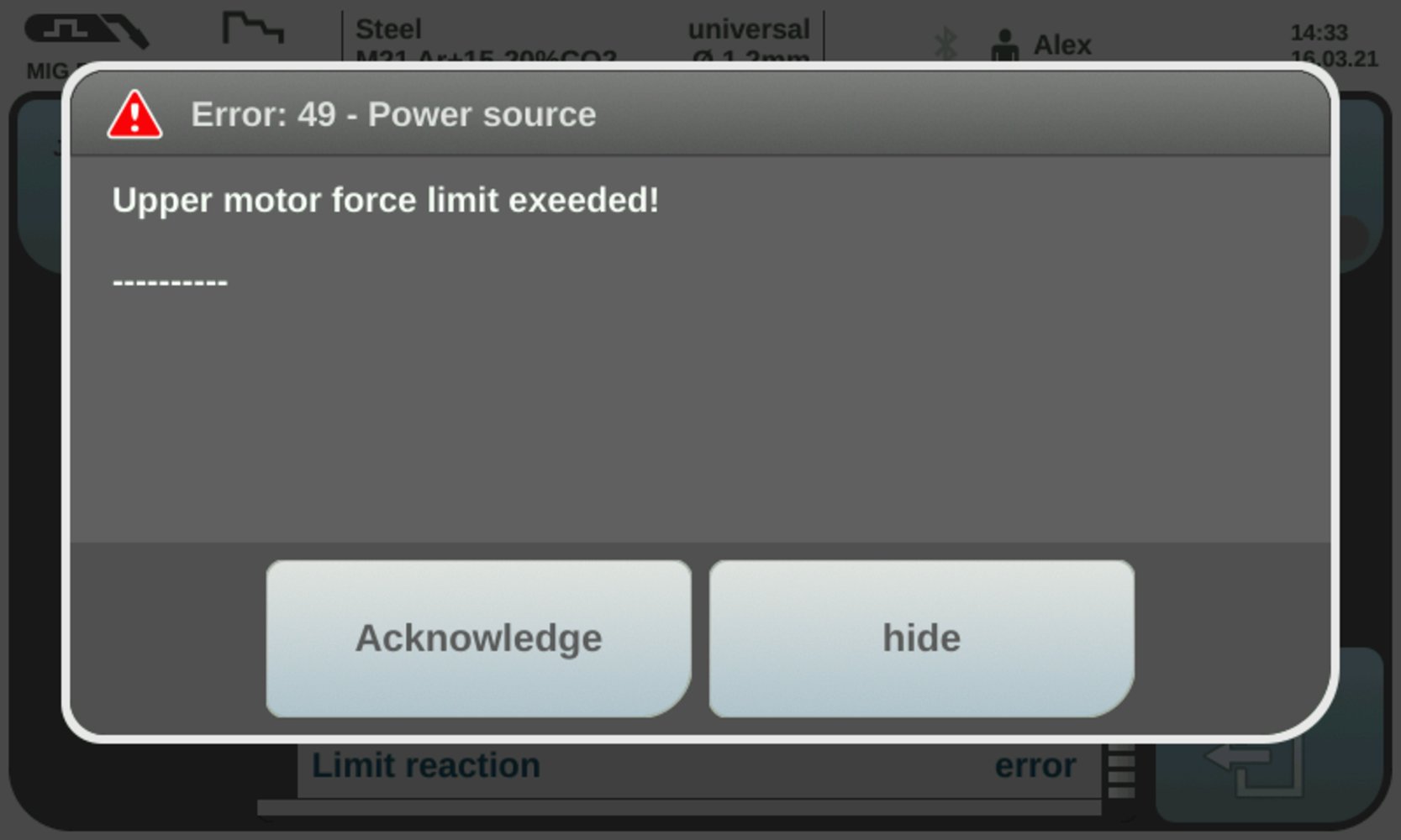
Chybové hlášení
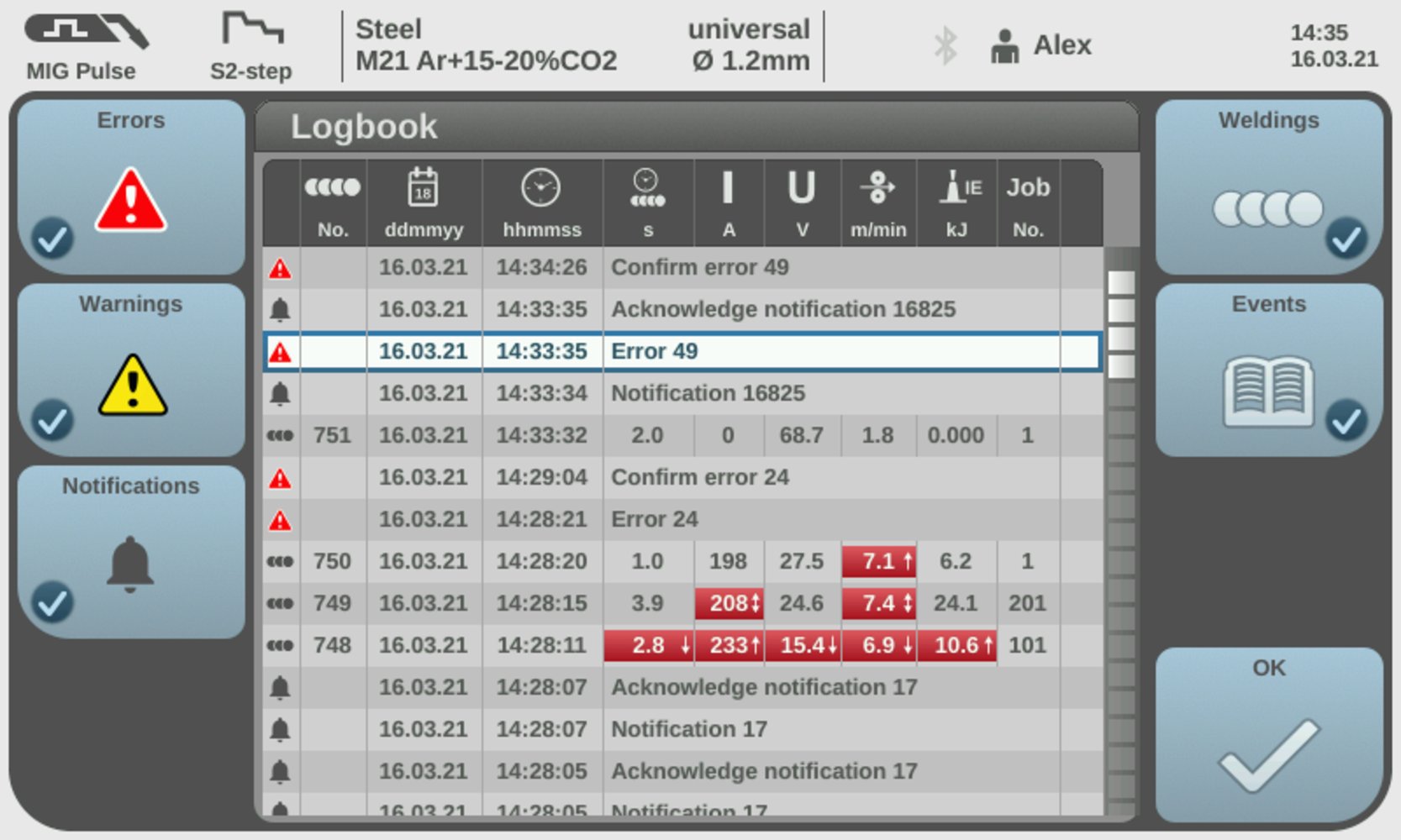
Přehled položek zapsaných v záznamech
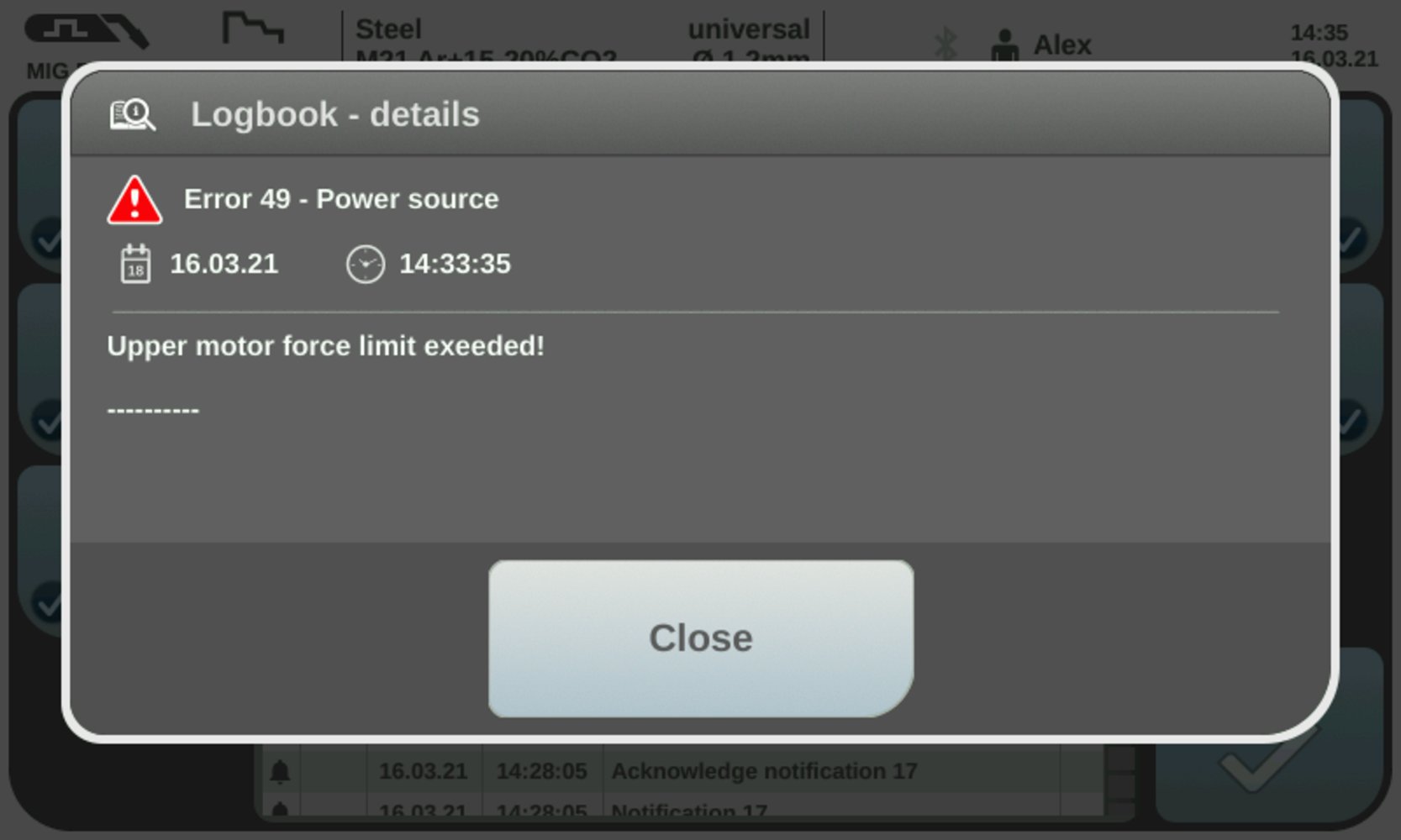
Podrobnosti záznamů
- Během svařování reaguje limitní signál (WORD 1 / Byte 2 / Bit 19) přímo na překročení nebo podkročení limitů.
- Pokud není zjištěno překročení nebo podkročení limitů, zůstane Limitsignal Low.
- Pokud je zjištěno překročení nebo podkročení limitů, Limitsignal se změní na hodnotu High.
- Svařování se okamžitě zastaví.
- Na rozhraní se zobrazí číslo chyby (= důvod pro zastavení svařování) (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
- Jakmile jsou parametry znovu v definovaných limitech, Limitsignal se po 1 sekundě znovu vrátí na hodnotu Low.
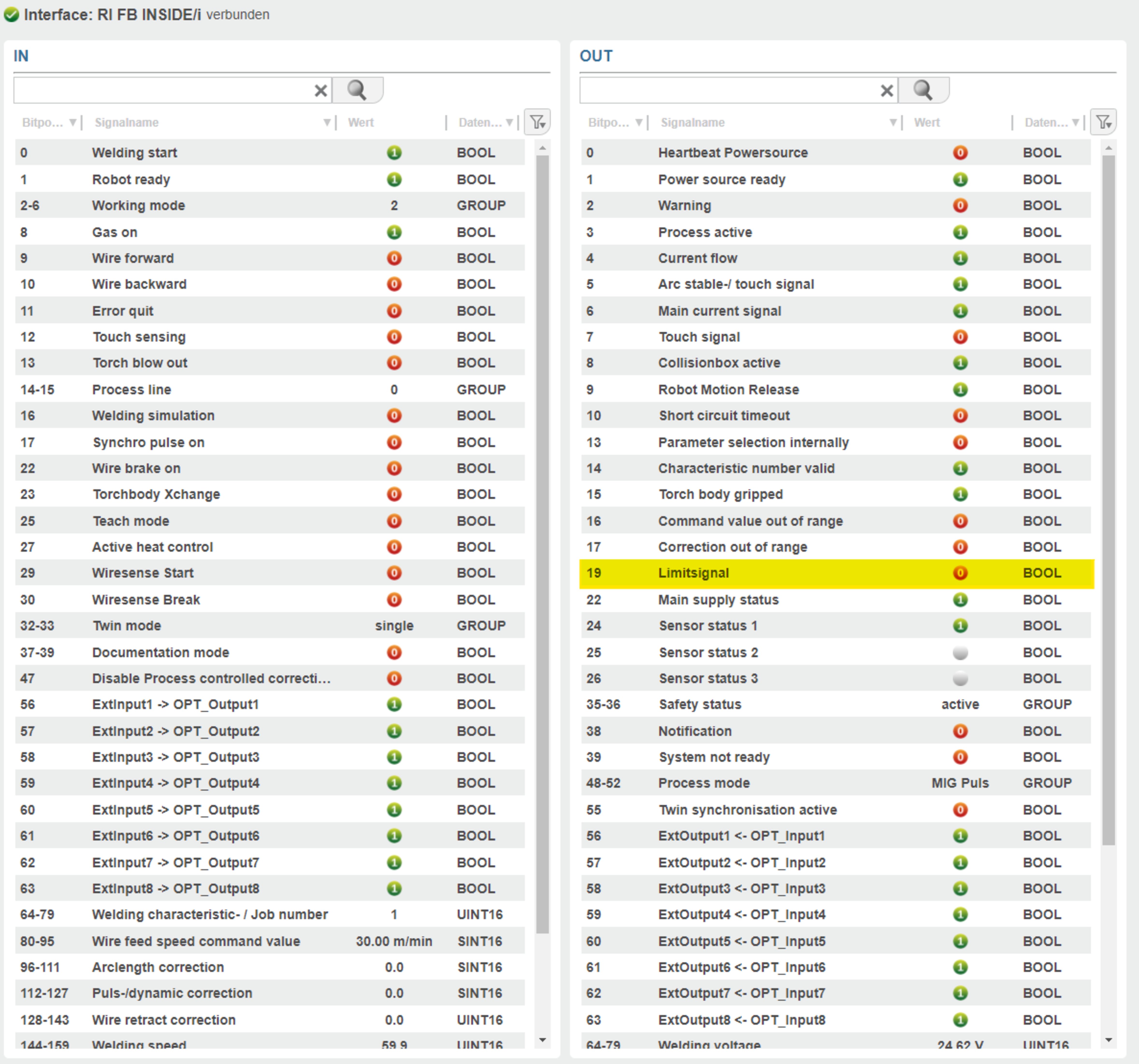
Zobrazení na rozhraní; Limitsignal = Low
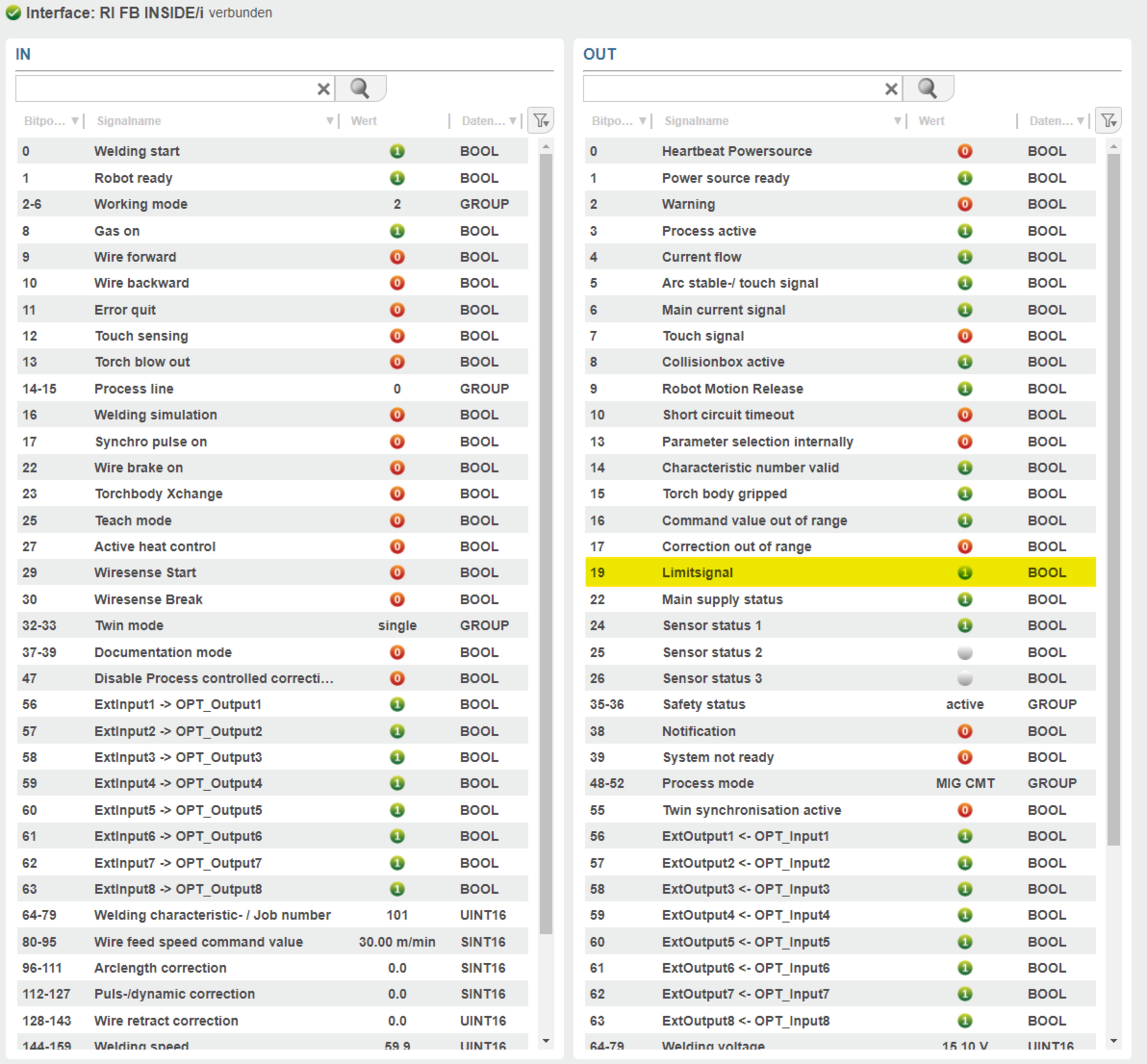
Zobrazení na rozhraní; Limitsignal = High
Smart Manager + OPT/i Jobs (4,067,002)
Pokud byl aktivován funkční balíček OPT/i Jobs, je možné požadované limity definovat také prostřednictvím aplikace Smart Manager:
Definování limitů v aplikaci Smart Manager
Informace o překročení nebo podkročení limitů se zobrazují také v aplikaci Smart Manager :
Smart Manager
Smart Manager
Zobrazení překročení nebo podkročení limitů v zobrazení systémových dat aplikace Smart Manager:
Zobrazení systémových dat v aplikaci Smart Manager
Parametry ovlivněné překročením nebo podkročením limitů se označí červeně.