- BenutzerinformationTPS/i Interface Signal Descriptions
- Allgemeines
- Eingänge digital
- Welding start (Schweißen ein) - Single Bit
- Robot ready (Roboter bereit) - Single Bit
- Working mode (Betriebsart) - Single Bit
- Gas on (Gas ein) - Single Bit
- Wire forward (Draht vor) - Single Bit
- Wire backward (Drahtrücklauf) - Single Bit
- Error reset (Fehler quittieren)
- Touch sensing (Touch sensing) - Single Bit
- Torch blow out (Schweißbrenner ausblasen) - Single Bit
- Processline select (Prozesslinien-Auswahl) - Group Input
- Welding simulation (Schweißsimulation) - Single Bit
- Synchropulse on (Synchropuls ein) - Single Bit
- TAC on (TAC ein) - Single Bit
- Cap shaping (Kalottenbildung) - Single Bit
- Pilot arc on (Pilot-Lichtbogen ein) - Single Bit
- Booster manual (Booster manuell) - Single Bit
- ColdWire disable (Kaltdraht-Zuführung unterbrochen) - Single Bit
- WireBrake on (Drahtbremse ein) - Single Bit
- Torchbody Xchange (Brennerkörper wechseln) - Single Bit
- Teach mode - Single Bit
- WireSense start - Single Bit
- WireSense break - Single Bit
- TWIN mode (TWIN-Betriebsart) - Group Input
- Documentation mode (Dokumentationsmodus) - Single Bit
- Disable process control (Prozessabhängige Korrektur deaktivieren) - Group Input
- ExtInput 1-8 (Externer Eingang 1-8) - Single Bit
- Job number (Job‑Nummer) - Group Input
- Processline select (Prozesslinien-Auswahl) - Group Input
- Contact tip short circuit detection on (Kontaktrohr-Kurzschluss-Erkennung ein) - Single Bit
- Eingänge analog
- Welding characteristic (Kennliniennummer) - Group Input
- Wire feed speed command value (Sollwert Drahtvorschub) - Group Input / Analog Input
- Main- / Hotwire current command value (Haupt- / Heißdraht-Strom Sollwert) - Analog Input
- Arclength correction (Lichtbogen-Längenkorrektur) - Group Input / Analog Input
- Hotwire current (Heißdraht-Strom) - Group Input / Analog Input
- Pulse-/ dynamic correction (Puls-/Dynamik Korrektur) - Group Input / Analog Input
- Wire correction (DynamicWire) (Draht-Korrektur)
- Wire retract correction (Drahtrückzug-Korrektur) - Group Input / Analog Input
- Wire retract end (Drahtrückzug bei Schweißende) - Analog Input
- Welding speed (Schweiß-Geschwindigkeit) - Group Input / Analog Input
- Wire positioning start (Drahtpositionierung vor Schweißstart) - Analog Input
- Plasma gas command value (Plasmagas-Sollwert) - Analog Input
- Wire forward / backward length (Längevorgabe Drahteinfädeln / Drahtrückzug) - Group Input / Analog Input
- WireSense edge detection - Group Input / Analog Input
- Seam number (Nahtnummer) - Group Input / Analog Input
- Ausgänge digital
- Definition
- Heartbeat power source (Heartbeat power source) - Single Bit
- Power source ready (Schweißgerät bereit) - Single Bit
- Warning (Warnung) - Single Bit
- Process active (Prozess aktiv) - Single Bit
- Current flow (Stromfluss) - Single Bit
- Arc stable / Touch signal (Lichtbogen stabil / Touch Signal) - Single Bit
- Main current signal (Hauptstromsignal) - Single Bit
- Touch signal (Touch signal) - Single Bit
- Collisionbox active (Kollisionsbox aktiv) - Single Bit
- Robot motion release (Freigabe Roboterbewegung) - Single Bit
- Wire stick workpiece (Drahtfestbrand Werkstück) - Single Bit
- Electrode overloaded (Elektrodenüberlast)
- Short circuit contact tip (Kontaktrohr-Kurzschluss) - Single Bit
- Parameter selection internally (Parameteranwahl intern) - Single Bit
- Characteristic number valid (Kennliniennummer gültig) - Single Bit
- Torchbody gripped (Brennerkörper aufgenommen) - Single Bit
- Command value out of range (Sollwert außerhalb Bereich) - Single Bit
- Correction out of range (Korrektur außerhalb Bereich) - Single Bit
- Limitsignal (Limitsignal) - Single Bit
- Standby active (Standby aktiv) - Single Bit
- Main supply status (Netzspannungs-Status) - Single Bit
- Sensor Status 1 (Sensorstatus 1) - Single Bit
- Sensor Status 2 (Sensorstatus 2) - Single Bit
- Sensor Status 3 (Sensorstatus 3) - Single Bit
- Sensor Status 4 (Sensorstatus 4) - Single Bit
- Function status (Funktions Status) - Single Bit
- Safety status - Single Bit
- Notification (Benachrichtigung) - Single Bit
- System not ready - Single Bit
- Pulse current active (Pulsstrom aktiv)
- Pilot arc active (Pilot-Lichtbogen aktiv)
- Process run (Prozess run)
- Process Bit (Prozessbit) - Group Output
- Active process line (Aktive Prozesslinie) - Single Bit
- Touch signal gas nozzle - Single Bit
- Twin synchronization active - Single Bit
- ExtOutput 1-8 (Externer Ausgang 1-8) - Single Bit
- Ausgänge analog
- Welding voltage (Schweißspannung) - Group Output / Analog Output
- Welding current (Schweißstrom) - Group Output / Analog Output
- Wire feed speed (Drahtvorschub) - Group Output / Analog Output
- Actual real value for seam tracking (Aktueller Istwert für Nahtsuchen) - Group Output / Analog Output
- Error number (Fehlernummer) - Group Output / Analog Output
- Warning number (Warnungsnummer) - Group Output / Analog Output
- Motor current M1 (Motorstrom M1) - Group Output / Analog Output
- Motor current M2 (Motorstrom M2) - Group Output / Analog Output
- Motor current M3 (Motorstrom M3) - Group Output / Analog Output
- Actual real value AVC (aktueller Istwert AVC) - Group Output / Analog Output
- Resistance (Widerstand) - Single Bit
- Wire position (Drahtposition) - Group Output / Analog Output
- Verfügbare Prozess-Images
- Hinweise zur Verwendung der Schweißverfahren MIG/MAG Standard-Manuell, WIG, Elektrode und ConstantWire
- Lichtbogen-Abrissüberwachung
- Fronius Data Channel
- Signalverlauf bei Anwahl über Betriebsart "Job Betrieb"
- Signalverlauf bei Anwahl über Betriebsart "Kennlinien Betrieb"
- WireSense - weiterführende Informationen
- Ablaufbeschreibung WireSenseContour sensing (Konturerkennung)
- Ablaufbeschreibung WireSense edge detection (Kantenerkennung)
- Signalverlauf des Edge Detection Mode auf ebener Oberfläche
- Signalverlauf des Edge Detection Mode auf einer schrägen Oberfläche
- Signalverlauf des Sensing Mode bei unterschiedlichen Oberflächen-Geometrien
- Signalverlauf WireSense break (während des Sensing Mode)
- Darstellung des möglichen WireSense-Messbereiches
- Hinweis zum Zündtimeout (Ignition Timeout)
- Verfügbare Signale zur Bauteilabtastung
- Limit Monitoring - Funktionen und Aktivierung
- Limit Monitoring - Details zu den einzelnen Parametern
034-25092025
Allgemeines
Verwendete Datentypen
UINT 16 (Unsigned Integer) = Ganzzahl im Bereich von 0 bis 65535.
SINT 16 (Signed Integer) = Ganzzahl im Bereich von -32768 bis 32767.
Umrechnungsbeispiele:- Für einen positiven Wert (SINT 16) = gewünschter Drahtvorschub x Faktor = 12,3 m/min x 100 = 1230dez = 04CEhex.
- Für einen positiven Wert (SINT 16) = gewünschte Lichtbogen-Längenkorrektur x Faktor = -6,4 x 10 = -64dez = FFC0hex.
Unsigned (UINT): | Signed (SINT): | ||||
|---|---|---|---|---|---|
Type: | Unsigned 16 Bit integer = 16 Bit | Type: | Signed 16 Bit integer (15 Bit + 1 Vorzeichen-Bit*) | ||
Bereich: | 0 bis 65535 | Bereich: | -32768 bis 32767 | ||
0000 | -10 | (0000000000000000) | 0000 | 0000 | (0*000000000000000) |
32767 | 0 | (0111111111111111) | 56 | 56 | (0*000000000111000) |
65535 | +10 | (1111111111111111) | -64 | -64 | (1*111111111000000) |
* = verfügt der eingegebene Wert über ein negatives Vorzeichen, so ist das Vorzeichen-Bit High - siehe Markierungen. | |||||
Verwendete Datentypen
UINT 16 (Unsigned Integer) = Ganzzahl im Bereich von 0 bis 65535.
SINT 16 (Signed Integer) = Ganzzahl im Bereich von -32768 bis 32767.
Umrechnungsbeispiele:- Für einen positiven Wert (SINT 16) = gewünschter Drahtvorschub x Faktor = 12,3 m/min x 100 = 1230dez = 04CEhex.
- Für einen positiven Wert (SINT 16) = gewünschte Lichtbogen-Längenkorrektur x Faktor = -6,4 x 10 = -64dez = FFC0hex.
Unsigned (UINT): | Signed (SINT): | ||||
|---|---|---|---|---|---|
Type: | Unsigned 16 Bit integer = 16 Bit | Type: | Signed 16 Bit integer (15 Bit + 1 Vorzeichen-Bit*) | ||
Bereich: | 0 bis 65535 | Bereich: | -32768 bis 32767 | ||
0000 | -10 | (0000000000000000) | 0000 | 0000 | (0*000000000000000) |
32767 | 0 | (0111111111111111) | 56 | 56 | (0*000000000111000) |
65535 | +10 | (1111111111111111) | -64 | -64 | (1*111111111000000) |
* = verfügt der eingegebene Wert über ein negatives Vorzeichen, so ist das Vorzeichen-Bit High - siehe Markierungen. | |||||
Verhalten des Schweißgeräts beim Anschließen eines Interfaces
Wird eine Schweißgerät der TPS/i Geräteserie mit einem Roboterinterface verbunden, bleiben die Einstellungen am Schweißgerät erhalten (2-Takt Betrieb, Sonder 2-Takt Betrieb, ...).
Wird eine Schweißgerät der TPS Geräteserie mit einem Roboterinterface verbunden, wählt das Schweißgerät automatisch den 2-Takt Betrieb an.
Verfügbarkeit von Funktionen
Auf Grund von Updates können Funktionen an Ihrem Gerät verfügbar sein, die in diesem Dokument nicht beschrieben sind oder umgekehrt.
Signalübertragungszeit

Darstellung der Signalübertragungszeit; die dargestellten Signal dienen nur als Beispiele
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses Gerätes und aller Systemkomponenten lesen und verstehen.
Eingänge digital
Welding start (Schweißen ein) - Single Bit
Durch eine steigende Flanke des Signals Welding start wird der Schweißprozess gestartet.
- Solange das Signal Welding start anliegt läuft der Schweißprozess.
Ausnahmen: Signal Robot ready ist deaktiviert oder das Schweißgerät gibt einen Fehler aus (beispielsweise: Übertemperatur, zu wenig Kühlmittel, ...). - Das Signal Welding start kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Solange das Signal Welding start gesetzt bleibt, kann der Touch mode nicht aktiviert werden.
- im Einzeldraht-Betrieb wird der Schweißprozess des aktiven Schweißgeräts gestartet.
- im TWIN-Betrieb wird der Schweißprozess an beiden Schweißgeräten gestartet.
Welding start (Schweißen ein) - Single Bit
Durch eine steigende Flanke des Signals Welding start wird der Schweißprozess gestartet.
- Solange das Signal Welding start anliegt läuft der Schweißprozess.
Ausnahmen: Signal Robot ready ist deaktiviert oder das Schweißgerät gibt einen Fehler aus (beispielsweise: Übertemperatur, zu wenig Kühlmittel, ...). - Das Signal Welding start kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Solange das Signal Welding start gesetzt bleibt, kann der Touch mode nicht aktiviert werden.
- im Einzeldraht-Betrieb wird der Schweißprozess des aktiven Schweißgeräts gestartet.
- im TWIN-Betrieb wird der Schweißprozess an beiden Schweißgeräten gestartet.
Robot ready (Roboter bereit) - Single Bit
Dieses Signal wird vom Roboter gesetzt, sobald dieser schweißbereit ist.
- Wird das Signal während der Schweißung vom Roboter zurückgesetzt, wird der Schweißvorgang kontrolliert beendet (ohne jegliche Kraterfüll-Routine).
- Zusätzlich wird der Fehler Robot not ready ausgegeben. Dieser Fehler muss entweder am Bedienpanel des Schweißgeräts oder über das Roboter-Interface zurückgesetzt werden.
- Ist das Signal Robot ready nicht gesetzt, sind Sollwertvorgaben in der Betriebsart Parameteranwahl intern trotzdem möglich.
Working mode (Betriebsart) - Single Bit
Mit diesem Signal wird die Betriebsart des Schweißgeräts ausgewählt.
Wertebereich Betriebsart: | |||||
|---|---|---|---|---|---|
Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Beschreibung |
0 | 0 | 0 | 0 | 0 | Parameteranwahl intern |
0 | 0 | 0 | 0 | 1 | Kennlinien Betrieb Sonder 2-Takt |
0 | 0 | 0 | 1 | 0 | Job-Betrieb |
0 | 1 | 0 | 0 | 0 | Kennlinien Betrieb 2-Takt |
0 | 1 | 0 | 0 | 1 | MIG/MAG Standard-Manuell 2-Takt |
1 | 0 | 0 | 0 | 0 | Ruhe Modus |
1 | 0 | 0 | 0 | 1 | Kühlmittel-Pumpe stoppen |
1 | 1 | 0 | 0 | 0 | R/L-Messung |
- Das Bedienpanel oder eine Fernbedienung erlaubt das Vorgeben sämtlicher für die Schweißung maßgeblicher Sollwerte und Materialeinstellungen. Dadurch ist ein einfaches Erstellen und Speichern von Jobs möglich.
- Die Ausgabe aller anderen Signale erfolgt über den Roboter.
- Die Vorgaben können auch während des Schweißens getroffen werden.
- Betriebsart 4-Takt
- Betriebsart Sonder 4-Takt
- Elektrode
- WIG
- Um die Schweißparameter-Anwahl über die analogen Sollwerte und die Kennliniennummer (Kennlinien ID) vorzunehmen, muss die korrekte Kennliniennummer verwendet werden. Die Kennliniennummern sind auf der Webseite des Schweißgeräts, in der Kennlinienübersicht zu finden.
- Auch das Schweißverfahren wird über die Kennliniennummer definiert (MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG LSC, MIG/MAG PMC, MIG/MAG CMT, WIG, WIG-Kaltdraht, WIG DynamicWire, HotWire).
- Es können nur die Kennlinien ausgewählt werden, welche vorab für das Schweißgerät freigeschaltet wurden.
- Im Kennlinien Betrieb Sonder 2-Takt werden die Parameter von Schweißstart / Schweißende verwendet.

Signalverlauf Sonder 2-Takt
- Die Schweißparameter-Anwahl erfolgt über die in den Jobs gespeicherten Daten.
- Die Funktion EasyJob wird deaktiviert, sobald ein CC-Modul (ein RI IO/i oder ein RI IO PRO/i) angeschlossen wird.
- Es gibt keinen Job mit Nummer 0. Durch Anwahl von Job-Nummer 0 kann der Job am Bedienpanel des Schweißgeräts angewählt werden.
- Um die Schweißparameter-Anwahl über die analogen Sollwerte und die Kennliniennummer (Kennlinien ID) vorzunehmen, muss die korrekte Kennliniennummer verwendet werden. Die Kennliniennummern sind auf der Webseite des Schweißgeräts in der Kennlinienübersicht zu finden.
- Auch das Schweißverfahren wird über die Kennlinien ID definiert (MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG LSC, MIG/MAG PMC, MIG/MAG CMT, ...).
- Es können nur die Kennlinien ausgewählt werden, welche vorab für das Schweißgerät freigeschaltet wurden.

Signalverlauf 2-Takt
Bei MIG/MAG Standard-Manuell-Kennlinien muss der Kennlinien Betrieb 2-Takt verwendet werden.
Beschreibung MIG/MAG Standard-Manuell 2-Takt:- Das Schweißverfahren MIG/MAG-Standard-Manuell Schweißen ist ein MIG/MAG-Schweißverfahren ohne Synergic-Funktion. Die Änderung eines Parameters hat keine automatische Anpassung der übrigen Parameter zur Folge. Sämtliche veränderbaren Parameter (Drahtgeschwindigkeit, Schweißspannung, Dynamik) müssen den Anforderungen des Schweißprozesses entsprechend einzeln eingestellt werden.
- Mit diesem Signal wird das Schweißgerät in den Idle mode versetzt. Im Idle mode wird der Booster auf ein Minimum der Versorgungsspannung reduziert, um die Aufnahmeleistung zu reduzieren.
- In diesem Working mode ist es nicht möglich, Prozesse wie Welding start, Wire forward, Wire backward, TouchSensing und Teachen zu starten.
- Im Working mode 17 wird die Kühlmittel-Pumpe auf "Stopp" geschaltet (auch von einer externen Steuerung möglich). Der Kühlkreislauf wird unterbrochen, alle anderen Funktionen des Schweißgerätes bleiben aktiv. Der Prozess-Parameter „Kühlkreis Betriebsart“ wird durch den Working mode 17 nicht verändert.
- Nach Beendigung des Working mode 17 muss die gewünschte Betriebsart neu angewählt werden.
- Schweißen ist im Working mode 17 nicht möglich.
- Im Working mode 24 wird der Schweißkreis-Widerstand (R) und die Schweißkreis-Induktivität (L) des Schweißsystems gemessen.
Voraussetzungen für die R/L-Messung:
Das Schweißsystem muss vollständig aufgebaut sein: geschlossener Schweißkreis mit Schweißbrenner und Schweißbrenner-Schlauchpaket, Drahtvorschübe, Massekabel und Verbindungs-Schlauchpakete.
R/L-Messung durchführen:- Working mode 24 über den Roboter bzw. die Steuerung auswählen. Die aktuellen Werte der Schweißkreis-Induktivität und des Schweißkreis-Widerstandes werden angezeigt.
- WICHTIG! Der Kontakt zwischen Masseklemme und Werkstück muss auf gereinigter Werkstück-Oberfläche hergestellt sein.
- Mit dem Eingangssignal „Wire forward“ wird die R/L-Messung gestartet.
- Nach erfolgter Messung werden am R/L-Abgleich Assistenten die neuen Messwerte für den Schweißkreis-Widerstand (R) und die Schweißkreis-Induktivität (L) angezeigt.
Mit dem Ausgangssignal „Function status“ wird der Status der Messung übertragen (Inactive, Idle, Finished, Error).
Mit dem Ausgangssignal „Resistance“ wird der gemessene Wert übertragen. - Durch Anwahl eines anderen Working mode wird der R/L-Abgleich Assistent wieder verlassen.
Gas on (Gas ein) - Single Bit
Mit dem Signal Gas on wird das Gas-Magnetventil geöffnet und somit der Gasfluss aktiviert.
- Solange das Signal High ist, bleibt das Gas-Magnetventil offen.
- Der Gasfluss kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Während der Schweißung wird die Gasvorströmung und die Gasnachströmung von dem Schweißgerät gesteuert. Es ist daher nicht notwendig, die Gasvorströmung und die Gasnachströmung separat zu aktivieren.
- Ist das Signal Gas on High, bevor das Signal Welding start gesetzt wird, ist die Gasvorströmung des Schweißgeräts nicht aktiv.
- Das Signal Gas on kann nur gesetzt werden, wenn gleichzeit das Signal Robot ready gesetzt ist. Ist dies nicht der Fall, muss Gasfluss über einen Tastendruck an einer der Fronius Systemkomponenten (Schweißgerät, Drahtvorschub, Schweißbrenner-Schlauchpaket, ...) aktiviert werden.
- Im Einzeldraht-Betrieb mit einem Single-Brennerkörper wird das Gas-Magnetventil der aktiven Prozesslinie geöffnet.
- Im TWIN-Betrieb werden beide Gas-Magnetventile geöffnet.
- Beim Schweißen mit einem TWIN-Brennerkörper werden immer beide Gas-Magnetventile geöffnet.
Wire forward (Draht vor) - Single Bit
Das Signal Wire forward aktiviert den Start des Drahtvorschubes.
- Die Drahtelektrode wird strom- und gaslos in das Schlauchpaket eingefädelt.
- Der Drahtvorschub kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Das Signal entspricht der Taste Drahteinfädeln am Bedienpanel des Schweißgeräts, am Drahtvorschub und am Schweißbrenner-Schlauchpaket. Die genaue Funktionalität der Taste Drahteinfädeln ist in den Bedienungsanleitungen der jeweiligen Systemkomponenten / der Dokumentation des gesamten Schweißsystems beschrieben.
- Solange das Signal Wire forward gesetzt ist, kann das Signal Wire backward nicht gesetzt werden.
- Das Signal Wire forward kann nur gesetzt werden, wenn gleichzeit das Signal Robot ready gesetzt ist. Ist dies nicht der Fall, muss das Drahteinfädeln über die Taste Drahteinfädeln an einer der Fronius Systemkomponenten (Drahtvorschub, Schweißbrenner-Schlauchpaket, ...) gesteuert werden.
- Die Drahtelektrode kann maximal 50 m (164 feet 0.5 inch) eingefädelt werden (=Sicherheitsstopp).
- Impulssignal = Drahtelektrode fährt ca. 1 mm (0.039 inch) vor.
- Dauersignal = Einschleichfunktion - sobald die Drahtelektrode Schweißmasse berührt, wird der Drahtvorschub gestoppt.
- Im Einzeldraht-Betrieb wird die Drahtelektrode der aktiven Prozesslinie gefördert.
- Im TWIN-Betrieb werden beide Drahtelektroden gefördert.
- Ändert sich die TWIN-Betriebsart während der Drahtförderung, wird die Drahtförderung an die Änderung angepasst.
Wire backward (Drahtrücklauf) - Single Bit
Das Signal Wire backward aktiviert das Zurückziehen der Drahtelektrode.
- Es kann verwendet werden, um die Drahtelektrode komplett aus dem Schweißbrenner oder nur um eine bestimmte Länge zurückzuziehen.
- Das Zurückziehen kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Das Signal entspricht der Taste Drahtrücklauf am Bedienpanel des Schweißgeräts, am Drahtvorschub und am Schweißbrenner-Schlauchpaket. Die genaue Funktionalität der Taste Drahtrücklauf ist in den Bedienungsanleitungen der jeweiligen Systemkomponenten / der Dokumentation des gesamten Schweißsystems beschrieben.
- Solange das Signal Wire backward gesetzt ist, kann das Signal Wire forward nicht gesetzt werden.
- das Signal Wire backward kann nur gesetzt werden, wenn gleichzeit das Signal Robot ready gesetzt ist. Ist dies nicht der Fall, muss das Zurückziehen der Drahtelektrode über die Taste Drahtrücklauf an einer der Fronius Systemkomponenten (Drahtvorschub, Schweißbrenner-Schlauchpaket, ...) gesteuert werden.
- Die Drahtelektrode kann maximal 50 m (164 feet 0.5 inch) zurückgezogen werden (=Sicherheitsstopp).
- Impulssignal = Draht fährt ca. 1 mm (0.039 inch) zurück.
- Dauersignal = permanenter Drahtrücklauf.
- Im Einzeldraht-Betrieb wird die Drahtelektrode der aktiven Prozesslinie gefördert.
- Im TWIN-Betrieb werden beide Drahtelektroden gefördert.
- Ändert sich die TWIN-Betriebsart während der Drahtförderung, wird die Drahtförderung an die Änderung angepasst.
Error reset (Fehler quittieren)
Tritt an dem Schweißgerät eine Fehlermeldung auf, wird der Fehler über das Signal Error reset zurückgesetzt.
Für eine erfolgreiche Fehlerquittierung muss das Signal mindestens 10 ms gesetzt bleiben.
WARNUNG!
Gefahr durch überraschend startenden Schweißprozess.
Schwer wiegende Personen- und Sachschäden können die Folge sein.
Unbedingt die Fehlerursache beheben, bevor die Fehlermeldung mit dem Signal Error reset zurückgesetzt wird.
WARNUNG!
Gefahr durch überraschend startenden Schweißprozess, wenn das Signal Error reset immer aktiv ist und gleichzeitig das Signal Welding start gesetzt ist.
Schwer wiegende Personen- und Sachschäden können die Folge sein.
Sicherstellen, dass das Signal Welding start nicht während einer Fehlerbehebung gesetzt wird, wenn das Signal Error reset gleichzeit aktiv ist.
Zusatzinformation für TWIN-Systeme:
Mit dem Signal wird der Fehler an beiden Schweißgeräten zurückgesetzt.
Touch sensing (Touch sensing) - Single Bit
VORSICHT!
Gefahr durch Schreckwirkung infolge eines elektrischen Schlages.
Bei aktiviertem Touch sensing wird eine Spannung von ca. 70 V (bis zu 3 A) an die Drahtelektrode / die Gasdüse angelegt.
Bei Berührung kann ein ungefährlicher, aber spürbar elektrischer Schlag übertragen werden. Verletzungen können die Folge sein.
Bei aktiviertem Touch sensing die Drahtelektrode und den Brennerkörper (Gasdüse, Kontaktrohr, ...) nicht berühren.
Bei aktiviertem Teach mode keine elektrisch leitenden Teile berühren, welche von der Drahtelektrode und dem Brennerkörper (Gasdüse, Kontaktrohr, ...) berührt werden.
Mit dem Signal Touch sensing kann eine Berührung der Drahtelektrode oder der Gasdüse, mit dem Werkstück festgestellt werden = Kurzschluss zwischen Werkstück und Drahtelektrode oder Gasdüse.
- Wird das Signal Touch sensing gesetzt, zeigt das Bedienpanel des Schweißgeräts touch an und an die Drahtelektrode / die Gasdüse, wird eine Spannung von ca. 70 V (Strom auf 3 A begrenzt) angelegt.
- Das Auftreten des Kurzschlusses wird über das Signal Arc stable / Touch signal (siehe Seite (→)) und Touch signal (siehe Seite (→)) an die Robotersteuerung übermittelt.
- Die Ausgabe der Signale Arc stable / Touch signal (siehe Seite (→)) und Touch signal (siehe Seite (→)) erfolgt um 0,3 Sekunden länger als die Dauer des Kurzschluss-Stromes.
- Solange das Signal Welding start gesetzt ist, kann das Signal Touch sensing nicht aktiviert werden.
- Der Schweißvorgang kann auch gestartet werden, wenn das Signal Touch sensing aktiv ist. Die Touch-Funktion wird dabei automatisch deaktiviert.
- Touch sensing kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
Funktion / Ablauf Touch sensing:

HINWEIS!
Risiko durch Signalüberlagerung.
Probleme in Verbindung mit der Option Wirebrake können die Folge sein.
Nach dem Deaktivieren des Signals Touch sensing 4 Sekunden warten, bis ein anderes Signal gesetzt wird.
- Touch sensing wird an beiden Schweißgeräten gestartet, aber immer nur an einer Drahtelektrode ausgeführt.
- im Einzeldraht-Betrieb wird die Drahtelektrode der aktiven Prozesslinie verwendet.
- im TWIN-Betrieb wird die Drahtelektrode der führenden Prozesslinie (Lead) verwendet - nur bei Berührungen der Drahtelektrode des Lead-Schweißgeräts werden die Touch Sensing Signale generiert.
Zusatzinformationen für das Touch sensing mit der Gasdüse:
Soll die Positionserkennung durch Berühren des Werkstückes mit der Gasdüse (anstelle der Drahtelektrode) erfolgen, muss die Gasdüse über ein RC-Glied oder die Option Touch Sensing Adv. mit der Schweißstrom-Leitung verbunden werden.
Gasdüse + RC-Glied:- Der Einsatz eines RC-Gliedes ist erforderlich, um während des Schweißens, bei einer möglichen Berührung der Gasdüse mit dem Werkstück:
- Unzulässige Ströme über die Verbindung zwischen Gasdüse und Schweißstromleitung zu vermeiden.
- Einer Beeinflussung des Schweißprozesses vorzubeugen.
- Bei der Positionserkennung durch Berührung mit der Gasdüse, fließt der Kurzschluss-Strom so lange, bis die Kondensatoren des RC-Gliedes aufgeladen sind (wenige Millisekunden). Für eine sichere Positionserkennung durch die Robotersteuerung, liegen die Signale Arc stable und Touch sensing 300 Millisekunden länger an, als der Kurzschluss-Strom.
- Mit der Option OPT/i Touch Sense Adv. wird mit dem Signal Touch sensing zusätzlich überprüft, ob ein Kurzschluss zwischen Gasdüse und Kontaktrohr besteht.
Torch blow out (Schweißbrenner ausblasen) - Single Bit
Ist im Roboter-Drahtvorschub ein zusätzliches Magnetventil für die Druckluft eingebaut, wird dieses über das Signal Torch blow out angesteuert.
Das Signal wird verwendet, um während der Schweißbrenner-Reinigung die Gasdüse von Verunreinigungen zu befreien.
Processline select (Prozesslinien-Auswahl) - Group Input
Das Signal dient zum Auswählen der gewünschten Prozesslinie.
Das Signal ist nur verfügbar, wenn:- Die Option OPT/i TPS Doppelkopf Robotics in dem Schweißgerät vorhanden ist.
- Jede Prozesslinie über einen eigenen Drahtvorschub verfügt.
Bit 1 | Bit 0 | Beschreibung |
|---|---|---|
0 | 0 | Drahtvorschub 1 (Werkseinstellung) |
0 | 1 | Drahtvorschub 2 |
1 | 0 | Drahtvorschub 3 |
- Die Umschaltung zwischen den Prozesslinien erfolgt nur über den Roboter.
- Die inaktiven Drahtvorschübe werden nur mit Spannung versorgt, der Systembus ist abgeschaltet. Dadurch ergeben sich folgende Einschränkungen:
- Ein verfügbares Software-Update wird am Drahtvorschub erst dann ausgeführt, wenn der Drahtvorschub Teil der ausgewählten Prozesslinie ist.
- Das CAT-Signal wird bei den inaktiven Drahtvorschüben nicht ausgewertet.
- Bei den Schlauchpaketen der inaktiven Prozesslinien ist kein Gastest, Drahteinfädeln, Drahtrückzug, ... möglich.
- Bei den Schlauchpaketen der inaktiven Prozesslinien wird die Schweißbrenner-Identifikation nicht ausgelesen.
- Die Fernregler der inaktiven Prozesslinien sind auch inaktiv.
Welding simulation (Schweißsimulation) - Single Bit
Das Schweißgerät simuliert mit dem Signal Welding simulation einen realen Schweißvorgang.
- Eine in der Robotersteuerung programmierte Schweißbahn, kann somit ohne tatsächliche Schweißung abgefahren werden.
- Es werden alle Signale wie bei einer realen Schweißung gesetzt (keine Istwerte)
- Process active
- Current flow
- Arc stable
- Robot motion release
- Main current signal
- Es wird kein Lichtbogen gezündet (Signal Welding start).
- Es wird keine Drahtelektrode gefördert (Signal Wire forward und Wire backward).
- Das Gas-Magnetventil wird nicht angesteuert (Signal Gas on).
- Das Ausblas-Ventil wird nicht angesteuert (Signal Torch blow out).
Synchropulse on (Synchropuls ein) - Single Bit
Mit dem Signal Synchropulse on, wird die in dem Schweißgerät eingestellte Funktion Synchropuls aktiviert/deaktiviert. Das Signal kann vor oder während des Schweißens gesetzt werden.
TAC on (TAC ein) - Single Bit
Für das Verfahren WIG DC Schweißen steht die Heftfunktion zur Verfügung.
Sobald unter Prozessparameter / WIG DC Einstellungen für den Parameter Heften (4) eine Zeitdauer eingestellt wird, sind die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb mit der Heftfunktion belegt. Der Ablauf der Betriebsarten bleibt unverändert.
Am Display leuchtet in der Statuszeile die Anzeige Heften (TAC):

Während dieser Zeit steht ein gepulster Schweißstrom zur Verfügung, der das Ineinanderfließen des Schmelzbades beim Heften zweier Bauteile optimiert.
Funktionsweise der Heftfunktion beim WIG DC Schweißen:

| Legende: |
| I-P | Pulsstrom | |
I-S | Startstrom |
| F-P | Pulsfrequenz *) | |
I-E | Endstrom |
| dcY | Duty cycle | |
tup | UpSlope |
| I-G | Grundstrom | |
tDown | DownSlope |
| I-1 | Hauptstrom | |
*) (1/F-P = Zeitabstand zweier Impulse) | |||||
HINWEIS!
Für den gepulsten Schweißstrom gilt:
Das Schweißgerät regelt automatisch die Puls-Parameter in Abhängigkeit des eingestellten Hauptstromes (I-P).
Es müssen keine Puls-Parameter eingestellt werden.
- nach Ablauf der Startstrom-Phase (I-S)
- mit der Up-Slope Phase (tup)
- nach Ablauf des Down-Slopes (tDown)
- vor der Endstrom-Phase (I-E)
Der gepulste Schweißstrom hält bis zur Endstrom-Phase (I-E) an (WIG DC Parameter Heften auf „ein“).
Cap shaping (Kalottenbildung) - Single Bit
Nur bei iWave AC/DC!
Das Signal „Kalottenbildung“ ermöglicht bei angewähltem Verfahren AC-Schweißen eine automatische Kalottenbildung.
Für optimale Ergebnisse berücksichtigt diese den eingestellten Elektroden-Durchmesser. Die automatische Kalottenbildung sorgt während des Schweißstarts für die Ausbildung der jeweils optimalen Kalotte. Danach wird die Kalottenbildung automatisch deaktiviert und die Schweißung muss erneut gestartet werden.
Einstellbereich: aus / ein
Werkseinstellung: aus
aus: Funktion zur automatischen Kalottenbildung ist deaktiviert.
ein: Für den eingegebenen Durchmesser der Wolframelektrode wird während des Schweißstartes die optimale Kalotte gebildet.
Danach wird die Funktion zur automatischen Kalotten Bildung wieder zurückgesetzt und deaktiviert.

(1) ... vor dem Zünden
(2) ... nach dem Zünden
(2) ... nach dem Zünden
Pilot arc on (Pilot-Lichtbogen ein) - Single Bit
Durch eine steigende Flanke des Signals „Pilot-Lichtbogen ein“ wird der Plasma Pilot-Lichtbogen gestartet.
- Solange das Signal „Pilot-Lichtbogen ein“ anliegt, brennt der Plasma Pilot-Lichtbogen.
Ausnahmen: Das Signal“ Robot ready“ ist deaktiviert oder das Schweißgerät gibt eine Fehlermeldung aus (z. Bsp Übertemperatur, zu wenig Kühlmittel, ...). - Der Pilot-Lichtbogen bleibt nach Beendigung des Haupt-Lichtbogens aktiv, solange das Signal „Pilot-Lichtbogen ein“ gesetzt ist.
- Das Signal „Pilot-Lichtbogen ein“ kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
- Der Touch mode und das Drahteinfädeln können nicht aktiviert werden, solange das Signal „Pilot-Lichtbogen ein“ gesetzt ist.
Booster manual (Booster manuell) - Single Bit
Mit diesem Signal kann der automatische Idle mode deaktiviert werden.
Nach einer gewissen Zeit ohne Schweißaktivität wechselt das Schweißgerät in den Idle mode. Im Idle mode wird der Booster auf ein Minimum der Versorgungsspannung reduziert, um die Aufnahmeleistung zu reduzieren.
Der Booster wird bei jedem Schweißstart neu initialisiert. Es kann daher zu einer kurzen Verzögerung im Millisekundenbereich kommen, bis der Booster wieder aktiv ist.
Hinweis: Wird dieses Signal aktiviert, kann die Leerlaufleistungsaufnahme über 50 Watt steigen.
ColdWire disable (Kaltdraht-Zuführung unterbrochen) - Single Bit
Dieses Signal unterbricht während des Schweißprozesses den Drahtvorschub des Kaltdrahtes, ohne den Schweißprozess selbst zu beenden. Bei Unterbrechung des Kaltdrahtes wird IMMER der eingestellte Wert für „Drahtrückzug bei Schweißende“ angewendet.
WireBrake on (Drahtbremse ein) - Single Bit
Durch Aktivieren des Signales WireBrake on wird die Drahtelektrode durch OPT/i MHP WireBrake festgehalten.
OPT/i MHP WireBrake ist ein mechanisches Bauteil, welches zwischen Schweißbrenner-Schlauchpaket und Brennerkörper montiert wird.
WireBrake on kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
Wenn OPT/i MHP WireBrake im System erkannt wurde, wird beim Touch sensing das Signal WireBrake on automatisch gesetzt.
HINWEIS!
Risiko durch Signalüberlagerung.
Probleme beim Festhalten der Drahtelektrode können die Folge sein.
Es wird empfohlen, kein anderes Signal zu aktivieren, während das Signal WireBrake on aktiv ist.
Nach dem Deaktivieren des Signals WireBrake on 4 Sekunden warten, bis ein anderes Signal aktiviert wird..
Eine detaillierte Beschreibung des Programmablaufes ist in der Bedienungsanleitung von Robacta TX 10i/G/W zu finden.
Zusatzinformation für TWIN-Systeme:
WireBrake ist für TWIN-Schlauchpakete nicht verfügbar.
Torchbody Xchange (Brennerkörper wechseln) - Single Bit
Das Signal Torchbody Xchange ist nur in Verbindung mit einem Brennerkörper-Wechselsystem verfügbar.
Ist das Signal High, wird die Brennerkörper-Kupplung geöffnet.
Torchbody Xchange kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb S2-Takt, Job Betrieb) aktiviert werden.
HINWEIS!
Risiko durch Signalüberlagerung.
Probleme beim Wechseln des Brennerkörpers können die Folge sein.
Es wird empfohlen, kein anderes Signal zu aktivieren, während das Signal Torchbody Xchange aktiv ist.
Nach dem Deaktivieren des Signals Torchbody Xchange 3 Sekunden warten, bis ein anderes Signal aktiviert wird.
Detaillierte Beschreibung des Programmablaufes - siehe Bedienungsanleitung Brennerkörper-Wechselsystems.
Teach mode - Single Bit
WARNUNG!
Gefahr durch elektrischen Strom infolge von aktiviertem Teach mode. Bei aktiviertem Teach mode wird eine Spannung von ca. 70 V (bis zu 3 A) an die Drahtelektrode / das Kontaktrohr angelegt.
Schwere Verletzungen oder Tod können die Folge sein.
Bei aktiviertem Teach mode die Drahtelektrode und das Kontaktrohr nicht berühren.
Bei aktiviertem Teach mode keine elektrisch leitenden Teile berühren, welche von der Drahtelektrode oder dem Kontaktrohr berührt werden.
Der Teach mode kann für die Erstellung des Roboterprogramms verwendet werden. Ist der Teach mode aktiviert (Signal High) wird das Verbiegen der Drahtelektrode beim Einrichten des Roboters vermieden.
Der Teach mode kann unabhängig von der Betriebsart (Parameteranwahl intern, Kennlinien Betrieb Sonder 2-Takt, Job-Betrieb, ...) aktiviert werden.
Funktionsweise Teach mode:
 |
|
 |
|
 |
|
- Sobald die Drahtelektrode das Werkstück berührt, wird das Touch signal auf High gesetzt.
- Erst wenn die Drahtelektrode den Kontakt zum Werkstück wieder verliert, wird das Touch signal auf Low gesetzt.
HINWEIS!
Risiko durch die Verwendung des Teach mode in Verbindung mit sehr weichen Drahtelektroden.
Unerwartete Schweißergebnisse infolge von verbogenen Drahtelektroden können die Folge sein.
Bei der Verwendung des Teach mode mit sehr weichen Drahtelektroden kann es zu einem Verbiegen der Drahtelektrode kommen. Um Drahtrückbrände durch die verbogene Drahtelektrode zu verhindern, die Drahtelektrode vor dem Schweißstart um ca. 50 mm (1.97 inch) vorspulen und kürzen.
- Im Einzeldraht-Betrieb wird der Teach mode für die aktive Prozesslinie aktiviert.
- Im TWIN-Betrieb wird der Teach mode für beide Prozesslinien aktiviert
- die Abtastfrequenz der Drahtelektrode bei einer Bauteilberührung mit dem Lead-Schweißgerät ist höher, als die Abtastfrequenz mit dem Trail-Schweißgerät.
WireSense start - Single Bit
WARNUNG!
Gefahr durch elektrischen Strom. Bei aktiviertem Signal WireSense start wird eine Spannung von ca. 50 V (bis zu 1 A) an die Drahtelektrode / das Kontaktrohr angelegt.
Schwere Verletzungen oder Tod können die Folge sein.
Bei aktiviertem Signal WireSense start die Drahtelektrode und das Kontaktrohr nicht berühren.
Bei aktiviertem Signal WireSense start keine elektrisch leitenden Teile berühren, welche von der Drahtelektrode oder dem Kontaktrohr berührt werden.
- Funktion WireSense - Sensing Mode (= Konturerkennung): dient zum Abtasten der Bauteiloberfläche / Bauteilgeometrie
- Diese Funktion ist aktiv, wenn das Signal WireSense start aktiviert wird und beim Signal WireSense edge detection ein Höhenwert kleiner 0,5 mm (0.02 inch) angegeben wird.
- Die Kantenerkennung (Funktion WireSense - Edge Detection Mode) ist bei dieser Funktion nicht aktiv.
- Das Touch signal wird bei dieser Funktion nicht ausgegeben.
- Funktion WireSense - Edge Detection Mode (= Kantenerkennung): dient zum Erkennen einzelner Kanten
- Diese Funktion ist aktiv, wenn das Signal WireSense start aktiviert und beim Signal WireSense edge detection ein Höhenwert größer / gleich 0,5 mm (0.02 inch) angegeben wird.
- Für nähere Informationen hierfür siehe WireSense edge detection - Group Input / Analog Input auf Seite (→).
- Sobald das Signal aktiv ist, beginnt die Vor- und Rückwärtsbewegung der Drahtelektrode.
- Nachdem die Drahtelektrode das Werkstück das erste Mal berührt hat, wird der Punkt der ersten Berührung als Null-Position (Referenzpunkt) für die WireSense Höhenmessung verwendet.
- Ist WireSense bereits aktiv (WireSense Prozess läuft bereits), kann die Drahtelektrode maximal 25 mm (0.98 inch) gefördert werden. Erfolgt innerhalb der 25 mm (0.98 inch) keine Werkstückberührung, wird die Drahtförderung gestoppt.
- Wird WireSense erstmalig gestartet (ohne vorherige Werkstückberührung), kann die Drahtelektrode maximal 450 mm (17.72 inch) gefördert werden. Erfolgt innerhalb der 450 mm (17.72 inch) keine Werkstückberührung, wird die Drahtförderung gestoppt.
Für nähere Informationen zu WireSense siehe Abschnitt WireSense - weiterführende Informationen ab Seite (→).
Zusatzinformation für TWIN-Systeme:- Im Einzeldraht-Betrieb wird WireSense nur für die aktive Prozesslinie aktiviert und ausgewertet.
- Im TWIN-Betrieb wird WireSense für beide Prozesslinien aktiviert. Folgendes beachten:
- Das Touch signal, welches bei der WireSense edge detection ausgegeben werden kann, wird nur von dem Lead-Schweißgerät ausgelöst.
- Die Positionssignale bei der Konturerkennung (WireSense - Sensing Mode) werden am Interface mit zweit einzelnen Ausgangssignalen gleichzeitig ausgegeben - mit dem Signal Wire position für Schweißgerät 1 und Schweißgerät 2.
WireSense break - Single Bit
- Dieses Signal hat nur Auswirkungen, wenn gleichzeitig das Signal WireSense start aktiv ist.
- Dieses Signal dient dazu, den WireSense-Ablauf zu unterbrechen aber gleichzeitig den Referenzpunkt, welcher beim erstmaligen Start des WireSense-Ablaufes ermittelt wurde, zu erhalten.
- Das Signal WireSense break stoppt die Drahtbewegung, während das Signal WireSense start aktiv ist - beispielsweise um größere Abstände zwischen zwei Werkstücken zu überbrücken (sollte die Drahtelektrode ein Werkstück berühren, während das Signal WireSense break aktiv ist, wird die Drahtelektrode trotzdem zurückgezogen, um ein Verbiegen zu verhindern).
- Der Referenzpunkt, welcher beim erstmaligen Start des WireSense-Ablaufes ermittelt wurde, bleibt gespeichert, während das Signal WireSense break aktiviert ist.
- Nach der Deaktivierung des Signales WireSense break startet die Drahtbewegung wieder und die Höhenmessung läuft weiter.
- Wenn das Signal WireSense break gesetzt wird, wird gleichzeitig das Signal Arc stable deaktiviert. Sobald das Signal WireSense break wieder deaktiviert wird, wird das Signal Arc stable erneut aktiviert.
Für nähere Informationen zu WireSense siehe Abschnitt WireSense - weiterführende Informationen ab Seite (→).
Zusatzinformation für TWIN-Systeme:- Im Einzeldraht-Betrieb stoppt WireSense break nur die Drahtelektrode der aktiven Prozesslinie.
- Im TWIN-Betrieb stoppt WireSense break beide Drahtelektroden.
TWIN mode (TWIN-Betriebsart) - Group Input
Dieses Signal definiert, mit welchem TWIN mode das jeweilige Schweißgeräte betrieben wird.
Folgende Vorgaben können mit dem Signal getroffen werden:- Einzeldraht- / oder TWIN-Schweißen.
- Welche Prozesslinie beim TWIN-Schweißen führend ist (Lead).
- Welche Prozesslinie beim Einzeldraht-Schweißen aktiv ist.
Die Betriebsarten können sowohl vor wie auch während dem Schweißen verändert werden.
Bit 32 | Bit 33 | Beschreibung |
|---|---|---|
0 | 0 | Einzeldraht-Betrieb Linie 1 |
0 | 1 | TWIN-Betrieb, Linie 2 führend (Lead) |
1 | 0 | TWIN-Betrieb, Linie 1 führend (Lead) |
1 | 1 | Einzeldraht-Betrieb Linie 2 |
Documentation mode (Dokumentationsmodus) - Single Bit
Das Signal dient zur Auswahl, ob Schweißnähte vom Schweißgerät oder vom Roboter gezählt werden.
Signalpegel = Low:- Zählung der Schweißnähte erfolgt durch das Schweißgerät.
- Mit jeder abgeschlossenen Schweißung wird die Anzahl der gezählten Schweißnähte um 1 erhöht. Nach dem Aus-/Einschalten des Schweißgeräts beginnt die Zählung wieder bei 0. Zusätzlich besteht die Möglichkeit einen initialen Wert vorzugeben (um statt 0 beispielsweise 10 die Zählung zu starten).
- Ausnahme: Wird der Fronius Data Channel verwendet, erfolgt die Vorgabe der Schweißnaht-Nummer vom Fronius Data Channel und nicht vom Schweißgerät.
- Vorgabe der Schweißnaht-Nummer erfolgt durch den Roboter.
Disable process control (Prozessabhängige Korrektur deaktivieren) - Group Input
Ist dieses Signal aktiv, kann eine prozessabhängige Korrektur (Signal Process controlled correction) manuell an dem Schweißgerät vorgenommen werden.
Zusatzinformation für TWIN-Systeme:
Prozessabhängige Korrekturen müssen für beide Schweißgeräte getrennt aktiviert werden.
ExtInput 1-8 (Externer Eingang 1-8) - Single Bit
Eingänge zum Steuern von Optionen, beispielsweise OPT/i RI FB REL.
- Max. Spannung = DC 113 V / AC 68 V
- Max. Strombelastung 1 A
Beispiel Ausgänge: ExtInput1 = OPT_Output 1.
Die Eingänge haben keine Auswirkung auf andere Signale (beispielsweise Robot ready, ...)

| (1) | Ausgang Roboter |
| (2) | Eingang Schweißgerät |
| (3) | Ausgang Optionen |
- TWIN-Systeme sind nur mit der Option OPT/i RI FB REL EXT 8I/8O kompatibel.
- Die Signale werden an beiden Schweißgeräten weitergeleitet und sind dort an den Ausgängen der verwendeten Relaisstation verfügbar.
Job number (Job‑Nummer) - Group Input
Über dieses Signal wird die Schweißung mit jenen Schweißparametern durchgeführt, welche unter der angewählten Job-Nummer (1-1000) abgespeichert sind.
Durch Anwahl von Job-Nummer 0, kann der Job am Bedienpanel des Schweißgeräts ausgewählt werden.
Zusatzinformation für TWIN-Systeme:
Job-Nummern müssen für beide Schweißgeräte getrennt ausgewählt werden.
Processline select (Prozesslinien-Auswahl) - Group Input
Das Signal dient zum Auswählen der gewünschten Prozesslinie.
Das Signal ist nur verfügbar, wenn:- Die Option OPT/i TPS Doppelkopf Robotics in dem Schweißgerät vorhanden ist.
- Jede Prozesslinie über einen eigenen Drahtvorschub verfügt.
Bit 1 | Bit 0 | Beschreibung |
|---|---|---|
0 | 0 | Drahtvorschub 1 (Werkseinstellung) |
0 | 1 | Drahtvorschub 2 |
1 | 0 | Drahtvorschub 3 |
- Die Umschaltung zwischen den Prozesslinien erfolgt nur über den Roboter.
- Die inaktiven Drahtvorschübe werden nur mit Spannung versorgt, der Systembus ist abgeschaltet. Dadurch ergeben sich folgende Einschränkungen:
- Ein verfügbares Software-Update wird am Drahtvorschub erst dann ausgeführt, wenn der Drahtvorschub Teil der ausgewählten Prozesslinie ist.
- Das CAT-Signal wird bei den inaktiven Drahtvorschüben nicht ausgewertet.
- Bei den Schlauchpaketen der inaktiven Prozesslinien ist kein Gastest, Drahteinfädeln, Drahtrückzug, ... möglich.
- Bei den Schlauchpaketen der inaktiven Prozesslinien wird die Schweißbrenner-Identifikation nicht ausgelesen.
- Die Fernregler der inaktiven Prozesslinien sind auch inaktiv.
Contact tip short circuit detection on (Kontaktrohr-Kurzschluss-Erkennung ein) - Single Bit
- Wird dabei ein Kurzschluss erkannt, wird das Signal Short circuit contact tip auf High gesetzt.
Dieses Signal ist nur bei TWIN-Systemen verfügbar, welche im TWIN-Betrieb arbeiten (nicht verfügbar für den Einzeldraht-Betrieb).
Eingänge analog
Welding characteristic (Kennliniennummer) - Group Input
Über dieses Signal wird der Schweißprozess anhand der Kennliniennummer vorgegeben.
Durch Anwahl von Kennliniennummer 0 kann die Materialeinstellung und das Verfahren am Bedienpanel des Schweißgeräts ausgewählt werden.
Beispiele von Kennliniennummern:- 2765 = G3Si1 / 1,2mm / Ar 15-20%, CO2 / LSC
- 3189 = G3Si1 / 1,2mm / Ar 15-20%, CO2 / PMC
Zusatzinformation für TWIN-Systeme:
Kennliniennummern müssen für beide Schweißgeräte getrennt ausgewählt werden.
Welding characteristic (Kennliniennummer) - Group Input
Über dieses Signal wird der Schweißprozess anhand der Kennliniennummer vorgegeben.
Durch Anwahl von Kennliniennummer 0 kann die Materialeinstellung und das Verfahren am Bedienpanel des Schweißgeräts ausgewählt werden.
Beispiele von Kennliniennummern:- 2765 = G3Si1 / 1,2mm / Ar 15-20%, CO2 / LSC
- 3189 = G3Si1 / 1,2mm / Ar 15-20%, CO2 / PMC
Zusatzinformation für TWIN-Systeme:
Kennliniennummern müssen für beide Schweißgeräte getrennt ausgewählt werden.
Wire feed speed command value (Sollwert Drahtvorschub) - Group Input / Analog Input
Das Signal dient zur Regelung der Drahtgeschwindigkeit bei Verwendung eines Kaltdraht Drahtvorschubes.
Der Sollwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Sollwertvorgaben gelten bei den Schweißverfahren MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC, CMT, ConstantWire, WIG ColdWire.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
-32768 | Drahtvorschub | -327,68 m/min (abhängig vom Drahtvorschub) |
+32767 | Drahtvorschub | +327,67 m/min (abhängig vom Drahtvorschub) |
Zusatzinformation für TWIN-Systeme: | ||
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Drahtvorschub | 0 % (abhängig vom Drahtvorschub) |
10 V | Drahtvorschub | 100 % (abhängig vom Drahtvorschub) |
Zusatzinformation für TWIN-Systeme: | ||
- Faktor = 100
- Datentyp SINT
- Angabe als Prozentwert. Beispiel: 15% = Veränderung um 1500 Schritte.
Main- / Hotwire current command value (Haupt- / Heißdraht-Strom Sollwert) - Analog Input
Durch Vorgabe eines Wertes von 0 – 6553,5 (0-100%), erfolgt die Einstellung des Hauptstroms/Heißdraht-Stroms auf der angewählten Kennlinie.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Haupt- / Heißdraht-Strom | 0 A |
6553,5 | Haupt- / Heißdraht-Strom | 6553,5 A |
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Heißdraht-Strom | 0 |
10 V | Heißdraht-Strom | 100% |
Arclength correction (Lichtbogen-Längenkorrektur) - Group Input / Analog Input
Der Wert für die Lichtbogen-Längenkorrektur kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Vorgaben gelten bei den Schweißverfahren MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
-32768 | Lichtbogen-Längenkorrektur | -10 % = kürzerer Lichtbogen |
0 | Lichtbogen-Längenkorrektur | 0 % = gespeicherter Wert |
+32767 | Lichtbogen-Längenkorrektur | +10 % = längerer Lichtbogen |
Zusatzinformation für TWIN-Systeme: | ||
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Lichtbogen-Längenkorrektur | -10 % = kürzerer Lichtbogen |
5 V | Lichtbogen-Längenkorrektur | 0 % = gespeicherter Wert |
10 V | Lichtbogen-Längenkorrektur | +10 % = längerer Lichtbogen |
Zusatzinformation für TWIN-Systeme: | ||
- Faktor = 10
- Datentyp SINT
- Angabe als Absolutwert. Beispiel: 1,5 = Veränderung um 150 Schritte.
Hotwire current (Heißdraht-Strom) - Group Input / Analog Input
Der Wert für den Heißdraht-Strom kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Vorgaben gelten bei dem Schweißverfahren ConstantWire.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Heißdraht-Strom | 0 |
65535 | Heißdraht-Strom | 6553,5 A |
Zusatzinformation für TWIN-Systeme: | ||
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Heißdraht-Strom | 0 |
10 V | Heißdraht-Strom | 100 % |
Zusatzinformation für TWIN-Systeme: | ||
Pulse-/ dynamic correction (Puls-/Dynamik Korrektur) - Group Input / Analog Input
Der Wert für die Puls-/Dynamik Korrektur kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Vorgaben gelten bei den Schweißverfahren MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
-32768 | Puls-/Dynamik Korrektur | -10 % = Puls-/Dynamik Korrektur |
0 | Puls-/Dynamik Korrektur | 0 % = gespeicherter Wert |
+32767 | Puls-/Dynamik Korrektur | +10 % = Puls-/Dynamik Korrektur |
Zusatzinformation für TWIN-Systeme: | ||
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Puls-/Dynamik Korrektur | -10 % = Puls-/Dynamik Korrektur |
5 V | Puls-/Dynamik Korrektur | 0 % = gespeicherter Wert |
10 V | Puls-/Dynamik Korrektur | +10 % = Puls-/Dynamik Korrektur |
Zusatzinformation für TWIN-Systeme: | ||
Wire correction (DynamicWire) (Draht-Korrektur)
Das Signal dient zur Feineinstellung der Drahtgeschwindigkeit bei WIG DynamicWire.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
-32768 | Draht-Korrektur | -10 |
0 | Draht-Korrektur | 0 |
+32767 | Draht-Korrektur | +10 |
Einstellbereich: -10 - // +10
Werkseinstellung: 0
-10 = langsames Eintauchen
+10 = schnelles Eintauchen
Wire retract correction (Drahtrückzug-Korrektur) - Group Input / Analog Input
Der Wert für die Drahtrückzug-Korrektur kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Vorgaben gelten bei den Schweißverfahren MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC, CMT, ConstantWire.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Drahtrückzug-Korrektur | 0 |
65535 | Drahtrückzug-Korrektur | +10 |
Zusatzinformation für TWIN-Systeme: | ||
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Drahtrückzug-Korrektur | 0 |
10 V | Drahtrückzug-Korrektur | +10 |
Zusatzinformation für TWIN-Systeme: | ||
Wire retract end (Drahtrückzug bei Schweißende) - Analog Input
Das Signal gibt die Länge an, wie weit der Schweißdraht nach Schweißende oder bei Draht Stopp zurückgezogen wird.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Drahtrückzug | OFF |
65535 | Drahtrückzug | 50 mm |
Einstellbereich: aus / 1-50 mm
Werkseinstellung: aus
Welding speed (Schweiß-Geschwindigkeit) - Group Input / Analog Input
Mit diesem Wert wird die vom Roboter gefahrene TCP-Geschwindigkeit übermittelt.
Zusatzinformation für TWIN-Systeme:
Die Übermittlung der TCP-Geschwindigkeit erfolgt für beide Schweißgeräte gleichzeitig.
Wire positioning start (Drahtpositionierung vor Schweißstart) - Analog Input
Das Signal gibt die Länge des Schweißdrahtes an, wie weit dieser vor Schweißbeginn vom Werkstück entfernt ist.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Drahtposition Start | OFF |
65535 | Drahtposition Start | 50 mm |
Einstellbereich: aus / 1-50 mm
Werkseinstellung: aus
Plasma gas command value (Plasmagas-Sollwert) - Analog Input
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Plasmagas-Sollwert | 0,1l/min |
65535 | Plasmagas-Sollwert | 9,0l/min |
Plasmagas-Durchfluss Sollwert:
0,1 - 9,0l/min
Wire forward / backward length (Längevorgabe Drahteinfädeln / Drahtrückzug) - Group Input / Analog Input
- Das Signal ist aktiv, sobald ein Wert größer oder gleich 1 mm (0.039 inch) vorgegeben wird (0 = Signal inaktiv).
- Wird ein Wert größer oder gleich 1 mm (0.039 inch) vorgegeben, wird beim Setzen des Signals Wire forward die Drahtelektrode nur um den vorgegebenen Wert gefördert. Nach Erreichen des vorgegebenen Wertes stoppt die Drahtförderung automatisch.
- Sobald der vorgegebene Wert erreicht ist:
- wird das Touch signal (WORD 0 / Byte 0 / Bit 7) gesetzt
- muss das Signal Wire forward deaktiviert werden (da ansonsten die Funktion Drahteinfädeln weiterhin aktiv bleibt)
- wird mit dem Signal Wire position ausgegeben, wie weit die Drahtelektrode gefördert wurde [der Wert bleibt für 1 Sekunde gesetzt; +/- 1 mm (+/- 0.039 inch)]
- Berührt die Drahtelektrode das Werkstück, bevor der vorgegebene Wert erreicht wurde, wird das Touch signal (WORD 0 / Byte 0 / Bit 7) und zusätzlich das Signal Arc stable / Touch signal (WORD 0 / Byte 0 / Bit 5) gesetzt. Die Drahtförderung wird automatisch gestoppt.
- Die Drahtelektrode kann maximal 50 m (164 feet 0.5 inch) gefördert werden (=Sicherheitsstopp).
Sind nicht alle Drahtvorschübe des Schweißsystems synchronisiert (beispielsweise durch die Kombination aus einer Robacta Drive Antriebseinheit und einem Stand Alone Abspul-Drahtvorschub) können bei der Angabe der geförderten Drahtelektrode systembedingt Ungenauigkeiten von +/- 5 mm (+/- 0.196 inch) entstehen.
Der Sollwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface vorgegeben werden.
Die nachfolgenden Sollwertvorgaben gelten bei den Schweißverfahren MIG/MAG Standard-Synergic, MIG/MAG Puls-Synergic, MIG/MAG PMC, MIG/MAG LSC.
Digital Interface: | |
Wertebereich | möglicher min./max. Wert |
-32768 | 1 mm (0.039 inch) |
+32767 | 10000 mm (393.7 inch) |
Zusatzinformation für TWIN-Systeme:
Der digitale Sollwert muss für beide Schweißgeräte getrennt vorgegeben werden.
Analog Interface: | |
Wertebereich | möglicher min./max. Wert |
0 V | 1 mm (0.039 inch) |
10 V | 10000 mm (393.7 inch) |
Zusatzinformation für TWIN-Systeme:
Die Angabe eines analogen Sollwertes ist bei TWIN-Systemen nicht möglich.
Signalverlauf - eingestellte Wire forward length (= 25 mm / 0.984 inch) konnte planmäßig erreicht werden: |
| Signalverlauf - Werkstück-Berührung erfolgt, bevor die eingestellte Wire forward length (= 25 mm / 0.984 inch) erreicht werden konnte: |
 |  |
WireSense edge detection - Group Input / Analog Input
- Wird mit dem Signal WireSense edge detection ein Wert kleiner als 0,5 mm (0.02 inch) angegeben, wird das Signal WireSense start zur Konturerkennung verwendet.
- Die Bauteiloberfläche wird zyklisch von der Drahtelektrode abgetastet und der gemessene Höhenwert wird dabei kontinuierlich ausgegeben.
- Das Touch signal ist dabei nicht aktiv.
- Wird mit dem Signal WireSense edge detection ein Wert von 0,5 - 20 mm (0.02 - 0.787 inch) angegeben, wird das Signal WireSense start zum Erkennen und Vermessen einzelner Kanten verwendet.
- Mit dem angegebenen Wert (Schwellwert) wird definiert, wie hoch eine Kante mindestens sein muss, um von dem Schweißgerät erkannt zu werden.
- Beispiel: verwendet man ein 2 mm (0.079 inch) dickes Blech, welches überlappend verschweißt wird, wird empfohlen mit diesem Signal 1,5 mm (0.059 inch) anzugeben (es wird nicht empfohlen, immer den geringsten Wert von 0,5 mm (0.02 inch) einzustellen, da es bei dieser Einstellung zu Fehldetektionen kommen kann. Beispielsweise durch Schweißspritzer, ungenaue Roboter-Bewegungen, ...).
- Das Touch signal wird ausgegeben, sobald eine Kante erkannt wurde.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Schwellwert | 0 mm (0 inch) |
200 | Schwellwert | 20 mm (0.787 inch) |
Für nähere Informationen zu WireSense siehe Abschnitt WireSense - weiterführende Informationen ab Seite (→).
Zusatzinformation für die Kantenerkennung:
Von dem angegebenen Schwellwert wird für die schweißgerätinterne Berechnung nochmals ein Wert von 0,2 mm subtrahiert.
- Im Einzeldraht-Betrieb wird nur die Drahtelektrode der aktiven Prozesslinie für WireSense edge detection verwendet .
- Im TWIN-Betrieb werden beide Drahtelektroden für WireSense edge detection verwendet. Das Touch signal wird in jedem Fall nur von dem Lead-Schweißgerät generiert und ausgegeben.
- Die beiden Drahtelektroden vom TWIN-System können nur für die gleiche WireSense-Funktion verwendet werden:
- Beide Drahtelektroden entweder für die Konturerkennung oder für die Kantenerkennung.
Seam number (Nahtnummer) - Group Input / Analog Input
Mit diesem Wert wird die Nahtnummer der jeweiligen Schweißung vorgegeben, beispielsweise zu Dokumentationszwecken.
Für weiterführende Informationen bezüglich der Schweißnaht-Dokumentation siehe Documentation mode (Dokumentationsmodus) - Single Bit auf Seite (→).
Zusatzinformation für TWIN-Systeme:
Die Vorgabe der Nahtnummer erfolgt für beide Schweißgeräte gleichzeitig.
Ausgänge digital
Definition
Digitale Ausgänge sind Signale vom Schweißgerät zum Roboter.

| (1) | Eingang Roboter |
| (2) | Ausgang Schweißgerät |
Definition
Digitale Ausgänge sind Signale vom Schweißgerät zum Roboter.
| (1) | Eingang Roboter |
| (2) | Ausgang Schweißgerät |
Heartbeat power source (Heartbeat power source) - Single Bit
Sobald das Interface eine authentifizierte Verbindung zum Schweißgerät herstellt, ändert dieses Signal seine Aktivität mit einer Frequenz von 1 Hz (1 Sekunde High, 1 Sekunde Low, 1 Sekunde High, ...).
Zusatzinformation für TWIN-Systeme:
Sobald RI FB/i TWIN Controller eine authentifizierte Verbindung zu beiden Schweißgeräten herstellt, ändert dieses Signal seine Aktivität mit einer Frequenz von 1 Hz (1 Sekunde High, 1 Sekunde Low, 1 Sekunde High, ...).
Power source ready (Schweißgerät bereit) - Single Bit
- Das Signal ist High, wenn das Schweißgerät schweißbereit ist.
- Das Signal ist Low, wenn am Schweißgerät ein Fehler (Error) oder eine Benachrichtigung (Notification) auftritt.
- Das Signal kann auch als "Sammelfehler" bezeichnet werden, da es bei jeder Art von internen oder externen Fehlern auf Low gesetzt wird.
Zusatzinformation für TWIN-Systeme:
Das Signal ist erst High, wenn beide Schweißgeräte schweißbereit sind.
Warning (Warnung) - Single Bit
- Das Signal ist High, wenn das Schweißgerät eine Warnung ausgibt.
- Das Signal bleibt solange High, bis der Grund für die Warnung behoben wurde.
- Das Signal wechselt automatisch auf Low, sobald der Grund für die Warnung beseitigt wurde.
- Das Signal hat keine Auswirkung auf den Schweißprozess oder die Bedienbarkeit des Schweißgeräts (Schweißung kann gestartet werden; laufender Prozess wird nicht unterbrochen, ...).
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald eines der beiden Schweißgeräte eine Warnung ausgibt.
Process active (Prozess aktiv) - Single Bit
Von Beginn der Gasvorströmung bis zum Ende der Gasnachströmung wird das Signal Process active gesetzt, um den Roboter darüber zu informieren, dass noch geschweißt wird. So kann beispielsweise die Verweilzeit des Roboters am Ende der Schweißnaht synchronisiert werden, um optimalen Gasschutz zu gewährleisten.
Wird vom Roboter das Signal Welding start gesetzt, beginnt die Gasvorströmzeit abzulaufen, noch bevor der Lichtbogen zündet.
Nach dem Erlöschen des Lichtbogens, beginnt die Gasnachströmzeit abzulaufen.

| (1) | Process active (Prozess aktiv) |
Zusatzinformation für TWIN-Systeme:
Das Signal wird gesetzt, sobald eines der zwei Schweißgeräte aktiv ist.
Current flow (Stromfluss) - Single Bit
Sobald die Drahtelektrode das Werkstück berührt und Strom fließt, wird dieses Signal gesetzt - das Signal ist sofort bei Werkstückberührung High.
Während des Schweißens kann bei allen Schweißverfahren das Signal auf Low fallen - das Signal funktioniert bei allen Schweißverfahren auf die gleiche Weise.

| (1) | Current flow (Stromfluss) |
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald eine der zwei Drahtelektroden stromführend ist.
Arc stable / Touch signal (Lichtbogen stabil / Touch Signal) - Single Bit
- Sobald die Drahtelektrode das Werkstück berührt und Strom fließt, wird dieses Signal gesetzt und gibt damit der Robotersteuerung die Information, dass der Lichtbogen brennt.
- Ist das Signal Arc stable / Touch signal aktiv, ist zusätzlich auch die Lichtbogen-Überwachung aktiv. Dies ist beim Signal Current flow nicht der Fall.
- Bei eingestellter Lichtbogen-Überwachungszeit wird das Signal Arc stable / Touch signal erst dann zurückgesetzt, wenn das Signal Current flow länger als die eingestellte Lichtbogen-Überwachungszeit inaktiv ist.
- Das Signal Arc stable / Touch signal ist aktiv, solange der Lichtbogen brennt.
- Das Signal Arc stable / Touch signal wird auch gesetzt, sobald im Touch mode (Signal Touch sensing ist aktiv) die Drahtelektrode oder die Gasdüse das Werkstück berührt hat.
- Details zum Signal Touch sensing siehe Touch sensing (Touch sensing) - Single Bit auf Seite (→).
- Beim Verwenden von WireSense, wird das Signal Arc stable / Touch signal gesetzt, sobald die Drahtelektrode das erste Mal das Werkstück berührt hat und der WireSense Prozess stabil läuft (beim automatischen Auslösen der Funktion WireSense - Slaghammer wird beispielsweise das Signal Arc stable / Touch signal erst nach erfolgreichem Ablauf der Funktion WireSense - Slaghammer gesetzt)
- Für nähere Informationen zu WireSense siehe Abschnitt WireSense start - Single Bit ab Seite (→).
- Für nähere Informationen zu WireSense siehe Abschnitt WireSense start - Single Bit ab Seite (→).
- Beim Vorspulen der Drahtelektrode (Signal Wire forward) wird das Signal Arc stable / Touch signal gesetzt, sobald die Drahtelektrode das Werkstück berührt.
| (1) | Arc stable / Touch signal (Lichtbogen stabil / Touch Signal) |
Je nach Schweißverfahren funktioniert das Signal unterschiedlich. Nachfolgend eine Übersicht mit der Funktionsweise des Signals in Verbindung mit den unterschiedlichen Schweißverfahren.
MIG/MAG Puls-Synergic, MIG/MAG PMC, Mix Prozesse:
Beispiel für eine ordnungsgemäße Zündung beim Schweißstart.

MIG/MAG Puls-Synergic, MIG/MAG PMC, Mix Prozesse:
Beispiel für eine fehlerhafte Zündung beim Schweißstart.

MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuell, MIG/MAG LSC, MIG/MAG CMT, MIG/MAG CMT Mix:
Beispiel für eine ordnungsgemäße Zündung beim Schweißstart.

MIG/MAG Standard-Synergic, MIG/MAG Standard-Manuell, MIG/MAG LSC, MIG/MAG CMT, MIG/MAG CMT Mix:
Beispiel für eine fehlerhafte Zündung beim Schweißstart.

- im Einzeldraht-Betrieb gilt folgendes:
- Nach dem Start einer Schweißung wird das Signal Arc stable / Touch signal gesetzt, sobald die Drahtelektrode das Werkstück berührt und Strom fließt.
- Im Touch mode wird das Signal Arc stable / Touch signal gesetzt, sobald die Drahtelektrode das Werkstück berührt.
- Bei der Verwendung von WireSense wird das Signal Arc stable / Touch signal gesetzt, sobald der WireSense-Prozess stabil läuft (sobald der Slaghammer beendet wurde).
- im TWIN-Betrieb gilt folgendes:
- Nach dem Start einer Schweißung wird das Signal Arc stable / Touch signal gesetzt, sobald beide Drahtelektroden das Werkstück berühren und Strom fließt.
- Im Touch mode wird das Signal Arc stable / Touch signal gesetzt, sobald die Drahtelektrode des Lead-Schweißgeräts oder die Gasdüse das Werkstück berühren.
- Beim Vorspulen der Drahtelektrode (Signal Wire forward) wird das Signal Arc stable / Touch signal gesetzt, sobald eine der zwei Drahtelektroden das Werkstück berührt.
- Bei der Verwendung von WireSense wird das Signal Arc stable / Touch signal gesetzt, sobald der WireSense-Prozess bei beiden Drahtelektroden stabil läuft (sobald der Slaghammer beendet wurde).
- Bei masselosem Betrieb wird die Berührung des Drahtes am Werkstück nicht erkannt.
- Das Signal Arc stable / Touch signal wird automatisch gesetzt, sobald die Gasvorströmung beendet ist.
- Das Signal Arc stable / Touch signal wird automatisch deaktiviert, sobald das Signal Welding start deaktiviert wird.
Main current signal (Hauptstromsignal) - Single Bit
Wird eine Schweißung mit einem definierten Startstrom und einem definierten Endstrom durchgeführt, wird das Main current signal zwischen Ende der Startstrom- und Beginn der Endstromphase gesetzt.

| (1) | Main current signal (Hauptstromsignal) |
- Im Einzeldraht-Betrieb wird das Signal gesetzt, sobald die aktive Prozesslinie mit dem Hauptstrom schweißt.
- Im TWIN-Betrieb wird das Signal gesetzt, sobald beide Prozesslinien mit dem Hauptstrom schweißen.
Touch signal (Touch signal) - Single Bit
- Im Touch mode die Gasdüse oder die Drahtelektrode das Werkstück berührt (je nach Systemkonfiguration).
- Im Teach mode die Drahtelektrode das Werkstück berührt.
- Beim Vorspulen (Signal Wire forward) die Drahtelektrode das Werkstück berührt.
- Beim Verwenden der Funktion WireSense edge detection, der eingestellte Schwellwert erreicht und somit die gesuchte Kante erfolgreich erkannt wurde.
- Für nähere Informationen zu WireSense siehe Abschnitt WireSense - weiterführende Informationen ab Seite (→).
- Im Einzeldraht-Betrieb gilt folgendes:
- Im Touch mode wird das Touch signal gesetzt, sobald die Drahtelektrode oder die Gasdüse des aktiven Schweißgeräts das Werkstück berührt.
- Beim Vorspulen der Drahtelektrode (Signal Wire forward) wird das Touch signal gesetzt, sobald die Drahtelektrode des aktiven Schweißgeräts das Werkstück berührt.
- Bei der Verwendung des Teach mode wird das Touch signal gesetzt, sobald die Drahtelektrode des aktiven Schweißgeräts das Werkstück berührt.
- Bei der Verwendung von WireSense edge detection wird das Touch signal gesetzt, sobald vom aktiven Schweißgerät eine Kante erkannt wurde.
- Im TWIN-Betrieb gilt folgendes:
- Im Touch mode wird das Touch signal gesetzt, sobald die Drahtelektrode des Lead-Schweißgeräts oder die Gasdüse das Werkstück berührt.
- Beim Vorspulen der Drahtelektrode (Signal Wire forward) wird das Touch signal gesetzt, sobald die Drahtelektrode des Lead-Schweißgeräts das Werkstück berührt (das Trail-Schweißgerät wird ignoriert).
- Bei der Verwendung des Teach mode wird das Touch signal gesetzt, sobald die Drahtelektrode des Lead-Schweißgeräts das Werkstück berührt (das Trail-Schweißgerät wird ignoriert).
- Bei der Verwendung von WireSense edge detection wird das Touch signal gesetzt, sobald vom Lead-Schweißgerät eine Kante erkannt wurde (das Trail-Schweißgerät wird ignoriert).
Collisionbox active (Kollisionsbox aktiv) - Single Bit
Kommt es bei der Verwendung einer Kollisionsbox zu einer Kollision (mit Werkstück, Spannvorrichtung, ...) wird der Kontakt der Kollisionsbox geöffnet und das Signal Collisionbox active auf Low gesetzt.
In diesem fall wird empfohlen:- den sofortigen Stillstand des Roboters einzuleiten und
- die Schweißung zu beenden.
Das Signal hat keinen Einfluss auf das Schweißgerät.
Robot motion release (Freigabe Roboterbewegung) - Single Bit
Das Signal ist von Ende Startstrom bis Ende Gasnachströmng aktiv.
Die Startstromzeit beginnt zu laufen, sobald Current flow High ist. Auch wenn Current flow unterbrochen wird, läuft die Startstrom Zeit bis zum eingestellten Ende weiter (kein erneutes Starten der Startstromzeit).
Ist eine Lichtbogen-Überwachungszeit eingestellt, wird das Signal Robot motion release erst dann zurückgesetzt, wenn das Signal Current flow länger als die eingestellte Lichtbogen-Überwachungszeit inaktiv ist.

| (1) | Robot motion release (Freigabe Roboterbewegung) |
- Arc stable High ist.
- Current flow High ist.
- Die Startstrom-Zeit abgelaufen ist (nicht die Slope-Zeit).
- Arc stable Low ist.
- Welding start Low ist.
- Die Gasnachströmung beendet ist.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Wire stick workpiece (Drahtfestbrand Werkstück) - Single Bit
Das Signal ist High, wenn ein Drahtfestbrand am Werkstück festgestellt wird. Diese Signal wird unabhängig von anderen Einstellungen immer ausgegeben.
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald eine der zwei Drahtelektroden festbrennt.
Electrode overloaded (Elektrodenüberlast)
Bei einer Überlastung der Wolframelektrode kann es zu einer Materialablöse an der Elektrode kommen, wodurch Verunreinigungen in das Schmelzbad gelangen können.

Bei Überlastung der Wolframelektrode leuchtet die Anzeige „Elektrode überlastet“ in der Statuszeile des Bedienpanels, dieses Signal wird ausgegeben.
Die Anzeige „Elektrode überlastet“ hängt vom eingestellten Elektrodendurchmesser und vom eingestellten Schweißstrom ab.
Short circuit contact tip (Kontaktrohr-Kurzschluss) - Single Bit
Dieses Signal wird auf High gesetzt, wenn bei folgenden Betriebszuständen ein Kurzschluss zwischen dem Kontaktrohr und der Gasdüse erkannt wurde:
- im Touch mode
- im Schweißbetrieb
- beim Draht-Einfädeln
- im Teach mode
- im WireSense-Betrieb
Zusätzlich wird eine eigene Warnmeldung ausgegeben.
Die Ursache für einen Kurzschluss zwischen Kontaktrohr und Gasdüse kann Verschmutzung sein, beispielsweise durch Schweißspritzer.
Damit dieses Signal zur Verfügung steht, muss die Option TouchSense Adv. im Schweißsystem verbaut sein.
Zusatzinformation für TWIN-Systeme:
Dieses Signal wird auf High gesetzt, wenn bei den zuvor angeführten Betriebszuständen ein Kurzschluss zwischen dem Kontaktrohr des Lead-Schweißgeräts und der Gasdüse erkannt wurde.
Zusätzlich wird dieses Signal auf High gesetzt, wenn das Eingangssignal Contact tip short circuit detection on auf High gesetzt und dabei ein Kurzschluss zwischen den beiden Kontaktrohren erkannt wird.
Auch hier kann die Ursache für einen Kurzschluss zwischen den Kontaktrohren Verschmutzung sein, beispielsweise durch Schweißspritzer.
Für die Kurzschluss-Überprüfung zwischen den beiden Kontaktrohren muss die Option OPT/i TouchSense Adv. nicht im Schweißsystem vorhanden sein.
Parameter selection internally (Parameteranwahl intern) - Single Bit
Dieses Signal zeigt an, ob die Parameteranwahl auf „intern“ eingestellt wurde.
Die Einstellung kann erfolgen:- über das Signal Working mode / Parameteranwahl intern oder
- direkt am Schweißgerät / Voreinstellung / Interface Setup / Schweißparameter.
- Schweißverfahren (MIG/MAG Puls-Synergic, MIG/MAG Standard-Synergic, …)
- Betriebsart (2-Takt-Betrieb, ...)
- Kennlinien- / Job-Nummer (abhängig vom Schweißverfahren)
- Drahtvorschub
- Lichtbogenlängen-Korrektur
- Puls- / Dynamik-Korrektur
- Drahtrückzug
- Prozessabhängige Korrektur
- Synchropuls ein / aus
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald bei einer der zwei Prozesslinien die Parameteranwahl auf „intern“ gesetzt wird.
Characteristic number valid (Kennliniennummer gültig) - Single Bit
Ist das Signal High sind die ausgewählte Kennlinie und der ausgewählte Prozess freigeschaltet und können verwendet werden.
Torchbody gripped (Brennerkörper aufgenommen) - Single Bit
Das Signal zeigt an, dass sich ein Fronius-Brennerkörper im System angemeldet hat.
Command value out of range (Sollwert außerhalb Bereich) - Single Bit
Das Signal zeigt an, dass der Eingang „Wire feed speed command value“ außerhalb des möglichen Bereiches ist.
Das Signal ist High, wenn beispielsweise:- der mögliche Bereich durch den Drahtvorschub begrenzt wird:
- ausgewählter Sollwert Drahtvorschub = 25 m/min (984.25 inch/min)
- maximaler Sollwert Drahtvorschub laut Kennlinie = 25 m/min (984.25 inch/min)
- maximal mögliche Geschwindigkeit des Drahtvorschubes = 15 m/min (590.55 inch/min).
- Der mögliche Bereich durch die Kennlinie begrenzt wird:
- ausgewählter Sollwert Drahtvorschub = 25 m/min (984.25 inch/min)
- maximaler Sollwert Drahtvorschub laut Kennlinie = 15 m/min
- maximal mögliche Geschwindigkeit des Drahtvorschubes = 30 m/min (1181.1 inch/min).
Zusatzinformation für TWIN-Systeme:
Sobald bei einer der zwei Prozesslinien einen definierten Bereich überschreitet, wird das Signal gesetzt.
Correction out of range (Korrektur außerhalb Bereich) - Single Bit
Das Signal zeigt an, dass mindestens eine angewählte Korrektur (beispielsweise Arc length correction) außerhalb des vorgegebenen Bereichs ist.
Zusatzinformation für TWIN-Systeme:
Sobald bei einer der zwei Prozesslinien eine angewählte Korrektur den definierten Bereich überschreitet, wird das Signal gesetzt.
Limitsignal (Limitsignal) - Single Bit
Dieses Signal zeigt eine Über- oder Unterschreitung der eingestellten Limits von Spannung, Strom, Drahtvorschub, Schweißzeit und eingebrachter Energie an.
Das Signal ist nur im Job-Betrieb verfügbar.
Voraussetzungen- Im Menü am Schweißgerät „Prozessparameter / Job / Job optimieren / Grenzwertüberwachung / Reaktion bei Überschreitung“ ist die Reaktion auf „Warning“ oder „Error“ gestellt.
- OPT/i Limit Monitoring für das Schweißgerät freigeschaltet.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Standby active (Standby aktiv) - Single Bit
Dieses Signal zeigt an, dass sich das Schweißgerät im Working mode 16 befindet bzw. automatisch in den Idle mode geschaltet hat.
Main supply status (Netzspannungs-Status) - Single Bit
Dieses Signal zeigt an, ob ein Phasenfehler an dem Schweißgerät vorliegt (unsachgemäße Stromversorgung des Schweißgeräts).
Im Fehlerfall werden für diesen Fehler die Fehlernummern 6451 oder 6515 auf dem Display des Schweißgeräts angezeigt oder über das Interface as Signal Error number zum Roboter übertragen.
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald bei eines der zwei Schweißgeräte ein Phasenfehler vorliegt.
Sensor Status 1 (Sensorstatus 1) - Single Bit
Das Signal zeigt den Status der Drahtende-Option 4,100,869 an.
Signalpegel | Beschreibung |
|---|---|
High | Drahtelektrode vorhanden |
Low | Keine Drahtelektrode vorhanden |
Sobald der Sensor der Option im System erkannt wird, wird das Signal ausgegeben.
Ist kein Sensor im System vorhanden, wird das Signal High gesetzt.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Sensor Status 2 (Sensorstatus 2) - Single Bit
Das Signal zeigt den Status der Drahtende-Option 4,100,879 an.
Signalpegel | Beschreibung |
|---|---|
High | Drahtelektrode vorhanden |
Low | Keine Drahtelektrode vorhanden |
Sobald der Sensor der Option im System erkannt wird, wird das Signal ausgegeben.
Ist kein Sensor im System vorhanden, wird das Signal High gesetzt.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Sensor Status 3 (Sensorstatus 3) - Single Bit
Das Signal zeigt den Status der Drahtende-Option 4,100,878 an.
Signalpegel | Beschreibung |
|---|---|
High | Drahtelektrode vorhanden |
Low | Keine Drahtelektrode vorhanden |
Sobald der Sensor der Option im System erkannt wird, wird das Signal ausgegeben.
Ist kein Sensor im System vorhanden, wird das Signal High gesetzt.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Sensor Status 4 (Sensorstatus 4) - Single Bit
Das Signal zeigt den Status der Option Drahtpufferset CMT TPS/i 4,001,763 an.
Signalpegel | Beschreibung |
|---|---|
High | Drahtpuffer ist nicht leer |
Low | Drahtpuffer ist leer |
Sobald der Sensor der Option im System erkannt wird, wird das Signal ausgegeben.
Ist kein Sensor im System vorhanden, wird das Signal High gesetzt.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Function status (Funktions Status) - Single Bit
Dieses Signal zeigt den Status der R/L-Messung an, welcher bei der Messung im Working mode 24 (R/L-measurement) übertragen wird.
Bit 1 | Bit 0 | Beschreibung |
|---|---|---|
0 | 0 | Inactive |
0 | 1 | Idle |
1 | 0 | Finished |
1 | 1 | Error |
Safety status - Single Bit
Das Signal zeigt den Status der Option OPT/i Safety Stop PL d und OPT/i TPS External Stop.
Bit 1 | Bit 0 | Beschreibung |
|---|---|---|
0 | 0 | Reserve |
0 | 1 | Halt |
1 | 0 | Stop |
1 | 1 | Nicht eingebaut / aktiv |
Notification (Benachrichtigung) - Single Bit
- Das Signal ist High, wenn das Schweißgerät eine Benachrichtigung ausgibt.
- Benachrichtigungen können beispielsweise durch eingestellte Prozessgrenzen, externe Sensoren, ... entstehen.
- Durch das Signal wird der Schweißprozess automatisch unterbrochen.
- Die Bedienung des Schweißgeräts ist möglich, während das Signal High ist.
- Das Signal bleibt solange High, bis der Grund für die Benachrichtigung behoben wurde.
- Das Signal wechselt automatisch auf Low, sobald der Grund für die Benachrichtigung beseitigt wurde.
Zusatzinformation für TWIN-Systeme:
Das Signal ist High, sobald eine der beiden Schweißgeräte eine Benachrichtigung ausgibt.
System not ready - Single Bit
- Dieses Signal ist Low, wenn im Schweißsystem keine Fehlermeldungen vorhanden sind (sämtliche Fehlerquellen müssen beseitigt sein, damit das Signal auf Low wechselt.
- Dieses Signal ist High, sobald eine Komponente des Schweißsystems eine Fehlermeldung ausgibt.
- Eine Komponente des Schweißsystems führt ein Update durch.
- Auftreten eines Not-Stopp.
- In Verbindung mit Drahtsensoren (Ringsensor, Sensor am Drahtfass, ....), beispielsweise die Fehler 16828, 16837, 16838.
- Das Signal Robot ready ist Low.
- Während des Schweißvorganges tritt ein Problem bei Schweißbrenner-Erkennung auf (BID-Fehler).
Pulse current active (Pulsstrom aktiv)
Dieses Ausgangssignal am Interface zeigt die „Puls High Phase“ an und funktioniert bis zu einer maximalen Pulsfrequenz von 10 Hz.
Bis zu einer Frequenz von 10 Hz kann sichergestellt werden, dass der Roboter alle Signale zuverlässig empfängt. Bei Frequenzen über 10 Hz kann die korrekte Übertragung des „Puls High“-Signals nicht mehr garantiert werden.
Bei einer Pulsfrequenz über 10 Hz wird ein dauerhaftes High-Signal ausgegeben. Beispielsweise beträgt die Pulsdauer bei einer Frequenz von 1 kHz nur 1 ms.
Pilot arc active (Pilot-Lichtbogen aktiv)
Dieses Signal zeigt an, wann der Plasma Pilot-Lichtbogen aktiv ist.
Von Beginn der Gasvorströmung bis zum Ende der Gasnachströmung wird das Signal Process active gesetzt, um den Roboter darüber zu informieren, dass noch geschweißt wird. So kann beispielsweise die Verweilzeit des Roboters am Ende der Schweißnaht synchronisiert werden, um optimalen Gasschutz zu gewährleisten.
Wird vom Roboter das Signal Welding start gesetzt, beginnt die Gas-Vorströmzeit abzulaufen, noch bevor der Lichtbogen zündet.
Nach dem Erlöschen des Lichtbogens beginnt die Gasnachströmzeit abzulaufen.
Process run (Prozess run)
Wird der Lichtbogen unterbrochen, wird ein Signal erzeugt, welches dem Controller oder der SPS mitteilt, dass der Prozess weiterhin aktiv sein sollte, aber unerwartet beendet wurde.
Process Bit (Prozessbit) - Group Output
Diese Signale zeigen an, welches Schweißverfahren ausgewählt ist.
Wertebereich Schweißverfahren: | |||||
|---|---|---|---|---|---|
Bit 4 | Bit 3 | Bit 2 | Bit 1 | Bit 0 | Beschreibung |
0 | 0 | 0 | 0 | 0 | kein Prozess oder Betriebsanwahl intern |
0 | 0 | 0 | 0 | 1 | MIG/MAG Puls-Synergic |
0 | 0 | 0 | 1 | 0 | MIG/MAG Standard-Synergic |
0 | 0 | 0 | 1 | 1 | MIG/MAG PMC |
0 | 0 | 1 | 0 | 0 | MIG/MAG LSC |
0 | 0 | 1 | 0 | 1 | MIG/MAG Standard-Manuell |
0 | 0 | 1 | 1 | 0 | Elektrode |
0 | 0 | 1 | 1 | 1 | WIG |
0 | 1 | 0 | 0 | 0 | CMT |
0 | 1 | 0 | 0 | 1 | ConstantWire |
Active process line (Aktive Prozesslinie) - Single Bit
Dieses Signal zeigt die aktuell angewählte Prozesslinie an.
Bit 1 | Bit 0 | Beschreibung |
|---|---|---|
0 | 0 | Drahtvorschub 1 (Werkseinstellung) |
0 | 1 | Drahtvorschub 2 |
1 | 0 | Drahtvorschub 3 |
Touch signal gas nozzle - Single Bit
Das Touch signal gas nozzle wird auf High gesetzt, wenn bei folgenden Betriebszuständen ein Kurzschluss zwischen Gasdüse und Werkstück (Schweißmasse) erkannt wurde:
- im Touch mode
- im Schweißbetrieb
- beim Draht-Einfädeln
- im Teach mode
- im WireSense-Betrieb
Zusätzlich wird eine eigene Warnmeldung ausgegeben.
Das Touch signal gas nozzle wird im Touch mode zusätzlich zu den nachfolgenden Signalen gesetzt:
- Arc stable / Touch signal
- Touch signal.
Damit das Touch signal gas nozzle zur Verfügung steht, muss die Option TouchSense Adv. im Schweißsystem verbaut sein.
Mit dem Touch signal gas nozzle lässt sich im Touch mode unterscheiden, ob eine Werkstück-Berührung durch die Drahtelektrode oder die Gasdüse stattgefunden hat.
Twin synchronization active - Single Bit
Das Signal zeigt an, dass die Synchronisation zwischen den beiden Schweißgeräten aktiv ist.
ExtOutput 1-8 (Externer Ausgang 1-8) - Single Bit
Ausgänge zum Steuern von Optionen, beispielsweise OPT/i RI FB REL.
- Max. Spannung = DC 113 V / AC 68 V
- Max. Strombelastung 2 A
Beispiel Ausgänge: ExtOutput1 = OPT_Input 1.

| (1) | Eingang Roboter |
| (2) | Ausgang Schweißgerät |
| (3) | Eingang Optionen |
- TWIN-Systeme sind nur mit der Option OPT/i RI FB REL EXT 8I/8O kompatibel
- Liegt ein Eingangssignal an einer der beiden Schweißgeräte an, wird das Signal auch beim Feldbusausgang gesetzt
Ausgänge analog
Welding voltage (Schweißspannung) - Group Output / Analog Output
Der aktuelle Schweißspannungs-Istwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Schweißspannung | 0 V (Sollwert / Istwert / Hold-Wert) |
32767 | Schweißspannung | 327,67 V (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Schweißspannung | 0 V (Sollwert / Istwert / Hold-Wert) |
10 V | Schweißspannung | 100 V (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Welding voltage (Schweißspannung) - Group Output / Analog Output
Der aktuelle Schweißspannungs-Istwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Schweißspannung | 0 V (Sollwert / Istwert / Hold-Wert) |
32767 | Schweißspannung | 327,67 V (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Schweißspannung | 0 V (Sollwert / Istwert / Hold-Wert) |
10 V | Schweißspannung | 100 V (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Welding current (Schweißstrom) - Group Output / Analog Output
Der aktuelle Schweißstrom-Istwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Schweißstrom | 0 A (Sollwert / Istwert / Hold-Wert) |
32767 | Schweißstrom | 3276,7 A (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Schweißstrom | 0 A (Sollwert / Istwert / Hold-Wert) |
10 V | Schweißstrom | 1000 A (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Wire feed speed (Drahtvorschub) - Group Output / Analog Output
Der aktuelle Drahtvorschub-Istwert kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
-32768 | Drahtvorschub | -327,68 m/min (Sollwert / Istwert / Hold-Wert) |
+32767 | Drahtvorschub | +327,67 m/min (Sollwert / Istwert / Hold-Wert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Drahtvorschub | 0 m/min (Sollwert / Istwert / Hold-Wert) |
10 V | Drahtvorschub | abhängig vom verwendeten Drahtvorschub |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Actual real value for seam tracking (Aktueller Istwert für Nahtsuchen) - Group Output / Analog Output
Der aktuelle Istwert für Nahtsuchen kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Das Signal wird für alle MIG/MAG Kennlinien berechnet.
Ob und wie das Signal für eine Kennlinie ausgegeben wird, ist in der Datei „Synergic_lines_TPSi_x.x.x” in der Spalte „Seamtrack 50 %“ ersichtlich.
Die Datei „Synergic_lines_TPSi_x.x.x“ wird bei jedem Firmware-Release-Bundle „PW_FW_ReleaseBundle_Official_TPSi_iWave_vx.x.x“ mitgesendet.
Vorhandene Signal-Ausgabemöglichkeiten:
Kennlinien mit Seamtrack 50 % = function available
Bei dem Stickout, mit dem die Kennline erstellt wurde und bei neutralen Korrektur-Werten ergibt sich für diese Kennlinien ein Signal-Wert von ca. 5000 (50 % von 10000)
Beispiel:
Synergic Line 2566 (Steel / 1,2 mm / Stickout = 13 mm)
Für diese Kennlinie ergibt sich ein Signal-Wert von ca. 5000.
Kennlinien mit Seamtrack 50 % = no function
Bei diesen Kennlinien kann ein Seamtrack-Signal ausgegeben werden, das Signal wird jedoch nicht mit 50 % skaliert.
Das ausgegebene Signal variiert, z.B. wenn in einer Kehlnaht gependelt wird.
Beispiel:
Synergic Line 3931 (Steel / 1,2 mm / Stickout = 13 mm)
Für diese Kennlinie ergibt sich ein Signal-Wert von ca. 8000.
Kennlinien mit Seamtrack 50 % = signal available*
Bei dem Stickout, mit dem die Kennline erstellt wurde und bei neutralen Korrektur-Werten ergibt sich für diese Kennlinien ein Signal-Wert von ca. 5000 (50 % von 10000) jedoch mit Einschränkungen, z.B. bei Aluminium Kennlinien.
Kennlinien mit Seamtrack 50 % = no function*
Bei diesen Kennlinien kann ein Seamtrack-Signal ausgegeben werden, das Signal wird jedoch nicht mit 50 % skaliert.
Das ausgegebene Signal variiert, z.B. wenn in einer Kehlnaht gependelt wird jedoch mit Einschränkungen, z.B. bei Aluminium Kennlinien.
HINWEIS!
signal available* - no function*
Das Seamtracking-Signal liefert beim Aluminiumschweißen keine konsistenten Ergebnisse für die Verfolgung vertikaler Nähte.
Das Signal ist beim Aluminiumschweißen unwirksam für die Verfolgung horizontaler Nähte.
Digital Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | aktueller Istwert für Nahtsuchen | 0 |
65535 | aktueller Istwert für Nahtsuchen | 6,5535 |
Analog Interface:
| ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | aktueller Istwert für Nahtsuchen | 0 |
10 V | aktueller Istwert für Nahtsuchen | 1 |
Zusatzinformation für TWIN-Systeme:
- Der digitale Istwert wird für beide Schweißgerät getrennt ausgegeben.
- Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Übersicht Pendeln (Aktueller Istwert für Nahtsuchen, die angegebenen Werte dienen nur als Beispiel):

| (1) | Stickout: 10 mm (0.394 inch) Drahtvorschub: 7 m/min (275.59 inch/min) Lichtbogen-Längenkorrektur: 0 aktueller Istwert für Nahtsuchen: ca. 7650 |
| (2) | Stickout: 25 mm (0.984 inch) Drahtvorschub: 7 m/min (275.59 inch/min) Lichtbogen-Längenkorrektur: 0 aktueller Istwert für Nahtsuchen: ca. 5853 |
| (3) | Stickout: 10 mm (0.394 inch) Drahtvorschub: 7 m/min (275.59 inch/min) Lichtbogen-Längenkorrektur: 0 aktueller Istwert für Nahtsuchen: ca. 7650 |
- Der aktuelle Istwert für Nahtsuchen wird aus Schweißstrom und Schweißspannung berechnet.
- Der aktuelle Istwert für Nahtsuchen verändert sich mit dem Stickout.
- Der aktuelle Istwert für Nahtsuchen stellt sich zwischen 0-10000 ein:
- Stickout wird kürzer - Signal erhöht sich
- Stickout wird länger - Signal nimmt ab.
Error number (Fehlernummer) - Group Output / Analog Output
Das Signal zeigt die aktuelle Fehlernummer an dem Schweißgerät und der Roboter-Steuerung an.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Warning number (Warnungsnummer) - Group Output / Analog Output
Das Signal zeigt die aktuelle Warnungsnummer an dem Schweißgerät und der Roboter-Steuerung an.
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Motor current M1 (Motorstrom M1) - Group Output / Analog Output
Der Motorstrom M1 ist der Motorstrom des mittleren Motors im Schweißsystem (Antriebseinheit des Schweißbrenners, ...). Der aktuelle Motorstrom-Istwert M1 kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Motorstrom | 0 A (Istwert) |
+327,67 | Motorstrom | 327,67 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Motorstrom | 0 A (Istwert) |
10 V | Motorstrom | 10 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Motor current M2 (Motorstrom M2) - Group Output / Analog Output
Der Motorstrom M2 ist der Motorstrom des vordersten Motors im Schweißsystem (Drahtvorschub, ...). Der aktuelle Motorstrom-Istwert M2 kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Motorstrom | 0 A (Istwert) |
+327,67 | Motorstrom | 327,67 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Motorstrom | 0 A (Istwert) |
10 V | Motorstrom | 10 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Motor current M3 (Motorstrom M3) - Group Output / Analog Output
Der Motorstrom M3 ist der Motorstrom des hintersten Motors im Schweißsystem (Abspul-Drahtvorschub, ...). Der aktuelle Motorstrom-Istwert M3 kann wie nachfolgend beschrieben am Digital Interface oder Analog Interface ausgegeben werden.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | Motorstrom | 0 A (Istwert) |
+327,67 | Motorstrom | 327,67 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der digitale Istwert wird für beide Schweißgeräte getrennt ausgegeben.
Analog Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 V | Motorstrom | 0 A (Istwert) |
10 V | Motorstrom | 10 A (Istwert) |
Zusatzinformation für TWIN-Systeme:
Der analoge Istwert wird bei TWIN-Systemen nicht ausgegeben.
Actual real value AVC (aktueller Istwert AVC) - Group Output / Analog Output
AVC = automatische Spannungsregelung (Arc Voltage Control)
Bei einem TIG/Plasma-Prozess ist das Ausgangssignal „AVC-Signal“ jene Spannung, die proportional zur Lichtbogen-Länge ist. Der Vorteil dieses Signals besteht darin, dass die Signalverarbeitung im Schweißgerät für Gleichstromimpuls- und Wechselstromprozesse erfolgt.
Die externe Steuerung der Lichtbogen-Höhensteuerung regelt die Lichtbogenspannung so, indem sie das AVC-Signal auswertet und den Abstand zwischen der Wolframelektrode und dem Werkstück reguliert.
Daraus ergibt sich eine konstante Lichtbogen-Länge bei unveränderten Schweißparametern.
Ändert sich die Schweißstromstärke, muss auch die Lichtbogenspannung angepasst werden, um die Lichtbogen-Länge konstant zu halten. Der Verschleiß der Wolframelektrode hat ebenfalls eine ähnliche Auswirkung.
Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert |
0 | aktueller Istwert AVC | 0V |
65535 | aktueller Istwert AVC | 655,35V |
Ausgang zum Controller:
Signal: tatsächlicher Echtwert AVC
Ein Ausgang an der Schnittstelle, der den AVC-Wert angibt
Aktualisierungsrate der Schnittstelle (Frequenz): 10ms
Wert: 0…..655,35 [V]
Gleichstromimpulsschweißen:
Impuls-synchronisierte Mittelung der Werte Ū1/Ū2/Ūn (1Hz bis zur maximalen Pulsfrequenz).
Bei niedrigen Frequenzen (unter 1Hz) wird der AVC-Wert direkt gesendet und es erfolgt keine Impuls-synchronisierte Mittelung.
Grund für die Begrenzung: z. B.: 0,5Hz = der Controller erhält alle 2 Sekunden einen neuen Wert.

Wechselstromschweißen:
Messung der Schweißspannung in der negativen Halbwelle, da nur diese Spannung für die AVC-Regelung relevant ist. Für Wechselstromschweißungen mit Pulsfunktion wird dem Benutzer empfohlen, den eigenen Durchschnittswert zu berechnen.

Resistance (Widerstand) - Single Bit
Dieses Signal zeigt den gemessenen Schweißkreis-Widerstand (R) an, welcher bei der Messung im Working mode 24 (R/L-measurement) übertragen wird.
Vor und nach der Messung wird der gespeicherte Schweißkreis-Widerstand (R) des Schweißsystems übertragen.
Wire position (Drahtposition) - Group Output / Analog Output
- Wie hoch die gefundene Kante im WireSense - Edge Detection Mode war
- siehe auch Beschreibung WireSense edge detection - Group Input / Analog Input auf Seite (→).
- Welchen Wert die Höhenvermessung im n WireSense - Sensing Mode aktuell hat
- siehe auch Beschreibung WireSense start - Single Bit auf Seite (→).
Die Drahtelektrode kann sich zur ersten detektierten Null-Position (Referenzpunkt) maximal 24 mm (0.0,945 inch) vor und zurück bewegen.
| Digital Interface: | ||
Wertebereich | Bezeichnung | möglicher min./max. Wert | |
‑32768 | Drahtposition | -327,68 mm | |
+32767 | Drahtposition | +327,67 mm | |
Für nähere Informationen zu WireSense siehe Abschnitt WireSense - weiterführende Informationen ab Seite (→).
Zusatzinformation für TWIN-Systeme:
Das Signal wird getrennt für beide Prozesslinien ausgegeben.
Verfügbare Prozess-Images
Prozess-Image-Typen
DIP-Schalter |
| |||||||
8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | Prozess-Image und Konfiguration |
OFF | OFF | - | - | - | - | - | - | Standard-Image 320 Bit |
OFF | ON | - | - | - | - | - | - | Economy-Image 128 Bit |
ON | OFF | - | - | - | - | - | - | Retrofit-Image (Umfang abhängig vom Busmodul) |
ON | ON | - | - | - | - | - | - | nicht verwendet |
Prozess-Image-Typen
DIP-Schalter |
| |||||||
8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 | Prozess-Image und Konfiguration |
OFF | OFF | - | - | - | - | - | - | Standard-Image 320 Bit |
OFF | ON | - | - | - | - | - | - | Economy-Image 128 Bit |
ON | OFF | - | - | - | - | - | - | Retrofit-Image (Umfang abhängig vom Busmodul) |
ON | ON | - | - | - | - | - | - | nicht verwendet |
Programmnummer / Kennlinien-Nummer zuweisen / ändern (Retrofit-Mode)
Bei den Schweißgeräten der TPS Geräteserie konnten das Material, der Drahtdurchmesser und das Schutzgas über die Programm-Nummer angewählt werden. Hierfür war eine Bitbreite von 8 Bit definiert.
Damit im Retrofit Mode das 8-Bit-Signal verwendet werden kann, besteht die Möglichkeit einer Kennlinien-Nummer eine Programmnummer (1-255) zuzuweisen.
IP-Adresse der verwendeten Schweißgeräte notieren:
1Schweißgerät mit dem Computer verbinden (beispielsweise mittels LAN-Kabel)

2In der linken Seitenleiste am Bedienpanel des Schweißgeräts die Schaltfläche „Voreinstellungen“ auswählen
3In der rechten Seitenleiste am Bedienpanel des Schweißgeräts die Schaltfläche „System“ auswählen
4Schaltfläche „Information“ am Bedienpanel des Schweißgeräts auswählen

5Angezeigte IP-Adresse notieren (Beispiel: 10.5.72.13)
Website des Schweißgeräts im Internetbrowser aufrufen:
6IP-Adresse des Schweißgeräts in die Suchleiste des Internetbrowsers eingeben und bestätigen
- Website des Schweißgeräts wird angezeigt
7Benutzername und Kennwort eingeben
Werkseinstellung:
Benutzername = admin
Kennwort = admin
Werkseinstellung:
Benutzername = admin
Kennwort = admin
- Die Webseite des Schweißgeräts wird angezeigt
IDs der gewünschten Kennlinien notieren:
8Auf der Website des Schweißgeräts den Reiter „Kennlinien-Übersicht“ auswählen
9Die IDs der Kennlinien notieren, welche über das Interface auswählbar sein sollen
10Auf der Website des Schweißgeräts den Reiter des verwendeten Interfaces auswählen
Beispielsweise: RI IO PRO/i
Beispielsweise: RI IO PRO/i
11Bei Punkt „Kennlinienzuordnung“ den benötigten Programmnummern (=Bit-Nummern) die gewünschten Kennlinien-IDs zuweisen.
Beispielsweise: Programmnummer 1 = Kennlinien-ID 2501, Programmnummer 2 = Kennlinien-ID 3246, ...
Beispielsweise: Programmnummer 1 = Kennlinien-ID 2501, Programmnummer 2 = Kennlinien-ID 3246, ...
- die zugewiesenen Kennlinien können anschließend über das Interface mit der ausgewählten Programmnummer (=Bit-Nummer) aufgerufen werden
12Wenn alle gewünschten Kennlinien-IDs zugewiesen sind, „Zuweisung speichern“ auswählen
- Bei Punkt „Zugewiesene Programmnummern zu Kennlinien-ID“ werden alle Programmnummern mit zugewiesenen Kennlinien-IDs angezeigt
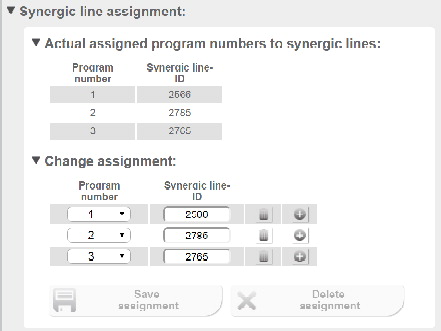
Webseite des Schweißgeräts
Hinweise zur Verwendung der Schweißverfahren MIG/MAG Standard-Manuell, WIG, Elektrode und ConstantWire
MIG/MAG Standard-Manuell
Schweißverfahren MIG/MAG Standard-Manuell verwenden:
Beim Schweißverfahren Standard-Manuell werden die Parameter Drahtgeschwindigkeit und Schweißspannung wie folgt eingestellt:1Betriebsart Kennlinien Betrieb 2-Takt auswählen
2Schweißverfahren MIG/MAG Standard-Manuell über die dazugehörige Kennliniennummer auswählen
- Für die Einstellung des Parameters Wire feed speed command value manual muss das analoge Eingangssignal Wire feed speed command value verwendet werden.
- Für die Einstellung des Parameters Welding voltage command value manual muss das analoge Eingangssignal Arc length correction verwendet werden.
- Für die Einstellung des Parameters Dynamic correction manual muss das analoge Eingangssignal Pulse-/dynamic correction verwendet werden.
- Für die Einstellung des Parameters Wire retract correction manual muss das analoge Eingangssignal Wire retract correction verwendet werden.
MIG/MAG Standard-Manuell
Schweißverfahren MIG/MAG Standard-Manuell verwenden:
Beim Schweißverfahren Standard-Manuell werden die Parameter Drahtgeschwindigkeit und Schweißspannung wie folgt eingestellt:1Betriebsart Kennlinien Betrieb 2-Takt auswählen
2Schweißverfahren MIG/MAG Standard-Manuell über die dazugehörige Kennliniennummer auswählen
- Für die Einstellung des Parameters Wire feed speed command value manual muss das analoge Eingangssignal Wire feed speed command value verwendet werden.
- Für die Einstellung des Parameters Welding voltage command value manual muss das analoge Eingangssignal Arc length correction verwendet werden.
- Für die Einstellung des Parameters Dynamic correction manual muss das analoge Eingangssignal Pulse-/dynamic correction verwendet werden.
- Für die Einstellung des Parameters Wire retract correction manual muss das analoge Eingangssignal Wire retract correction verwendet werden.
Schweißverfahren WIG verwenden:
1Schweißverfahren WIG über die dazugehörige Kennliniennummer auswählen
Elektrode
Schweißverfahren Elektrode verwenden:
1Schweißverfahren Elektrode über die dazugehörige Kennliniennummer auswählen
ConstantWire
- ConstantWire kann in Verbindung mit dem Kennlinien Betrieb 2-Takt und dem Job-Betrieb verwendet werden.
- Beim Kennlinien Betrieb 2-Takt wird das Schweißverfahren automatisch über die ausgewählte Kennlinie definiert.
- Beim Job-Betrieb wird das Schweißverfahren automatisch über den ausgewählten Job definiert.
- Der ConstantWire-Prozess startet, sobald das Signal Welding start auf High gesetzt wird. Ein getrenntes Starten von Drahtbewegung und Stromfluss ist nicht erforderlich.
- Die Drahtgeschwindigkeit wird mit dem Signal Wire feed speed command value vorgegeben.
- Die Spannungsbegrenzung muss nicht eingestellt werden, da die automatische Einstellung der Spannungsbegrenzung den Stromfluss immer sicherstellt.
- Bei Bedarf kann die Spannungsbegrenzung auch manuell eingestellt werden (siehe hierfür Bedienungsanleitung des jeweiligen Schweißgeräts).
Lichtbogen-Abrissüberwachung
Lichtbogen-Abrissüberwachung
Bei der Lichtbogen-Abrissüberwachung handelt es sich um eine Funktion, die am Schweißgerät aktiviert werden kann und die bei auftretenden Lichtbogen-Abrissen aktiv wird.
Wird die Lichtbogen-Abrissüberwachung durch einen Lichtbogen-Abriss aktiv, wird das Signal Robot motion release auf Low gesetzt.
Folgendes kann für die Verwendung der Lichtbogen-Abrissüberwachung eingestellt werden:- Ab welcher Abrissdauer die Lichtbogen-Abrissüberwachung aktiv wird.
- Auf welche Weise die Lichtbogen-Abrissüberwachung aktiv wird
- mit „Ignore“
- mit „Error“.
- Reißt der Lichtbogen für 190 ms ab, wird die Lichtbogen-Abrissüberwachung nicht aktiv.
- Reißt der Lichtbogen für 210 ms ab, gibt das Schweißgerät eine Fehlermeldung aus und stoppt den Schweißvorgang.
- Reißt der Lichtbogen für 190 ms ab, wird die Lichtbogen-Abrissüberwachung nicht aktiv.
- Reißt ein Lichtbogen für 210 ms ab, wird das Signal Arc stable durch die Lichtbogen-Abrissüberwachung auf Low gesetzt. Ob das Signal Welding start High bleibt oder vom Roboter auf Low gesetzt wird hängt von der gewählten Einstellung des Roboters ab.

Beispiel für das Verhalten der Lichtbogen-Abrissüberwachung
(1) Der Status des Signals Welding start ist abhängig von:- Der Einstellung der Lichtbogen-Abrissüberwachung.
- Der Einstellung des Roboters (wie der Roboter auf die Einstellung „Ignore“ bei der Lichtbogen-Abrissüberwachung reagieren soll).
- setzt der Roboter das Signal Welding start auf Low (= keine erneute Zündung des Lichtbogens), oder
- belässt das Signal Welding start auf High (= erneute Zündung des Lichtbogens); je nach Einstellung am Roboter.
- wird eine Fehlermeldung ausgegeben und der Schweißvorgang gestoppt.
Lichtbogen-Abrissüberwachung
Bei der Lichtbogen-Abrissüberwachung handelt es sich um eine Funktion, die am Schweißgerät aktiviert werden kann und die bei auftretenden Lichtbogen-Abrissen aktiv wird.
Wird die Lichtbogen-Abrissüberwachung durch einen Lichtbogen-Abriss aktiv, wird das Signal Robot motion release auf Low gesetzt.
Folgendes kann für die Verwendung der Lichtbogen-Abrissüberwachung eingestellt werden:- Ab welcher Abrissdauer die Lichtbogen-Abrissüberwachung aktiv wird.
- Auf welche Weise die Lichtbogen-Abrissüberwachung aktiv wird
- mit „Ignore“
- mit „Error“.
- Reißt der Lichtbogen für 190 ms ab, wird die Lichtbogen-Abrissüberwachung nicht aktiv.
- Reißt der Lichtbogen für 210 ms ab, gibt das Schweißgerät eine Fehlermeldung aus und stoppt den Schweißvorgang.
- Reißt der Lichtbogen für 190 ms ab, wird die Lichtbogen-Abrissüberwachung nicht aktiv.
- Reißt ein Lichtbogen für 210 ms ab, wird das Signal Arc stable durch die Lichtbogen-Abrissüberwachung auf Low gesetzt. Ob das Signal Welding start High bleibt oder vom Roboter auf Low gesetzt wird hängt von der gewählten Einstellung des Roboters ab.
Beispiel für das Verhalten der Lichtbogen-Abrissüberwachung
(1) Der Status des Signals Welding start ist abhängig von:- Der Einstellung der Lichtbogen-Abrissüberwachung.
- Der Einstellung des Roboters (wie der Roboter auf die Einstellung „Ignore“ bei der Lichtbogen-Abrissüberwachung reagieren soll).
- setzt der Roboter das Signal Welding start auf Low (= keine erneute Zündung des Lichtbogens), oder
- belässt das Signal Welding start auf High (= erneute Zündung des Lichtbogens); je nach Einstellung am Roboter.
- wird eine Fehlermeldung ausgegeben und der Schweißvorgang gestoppt.
Fronius Data Channel
Fronius Data Channel
Über den Anschluss Ethernet an der Rückseite des Schweißgeräts (Serviceport) können verschiedene Signale und Daten zwischen dem Schweißgerät und einer Steuerungseinheit (Robotersteuerung, ...) ausgetauscht und geschrieben werden.
Um den Fronius Data Channel nutzen zu können, muss OPT/i Documentation für das Schweißgerät freigeschaltet sein.
Bei TWIN-Systemen muss der Anschluss Ethernet des Schweißgeräts von Prozesslinie 1 verwendet werden.
Verfügbare Signale und Daten: | |||
|---|---|---|---|
Nummer | Bezeichnung | Beschreibung | Signalart |
1 | Process active | 0/1 | Ausgang |
2 | Current flow | 0/1 | Ausgang |
3 | Article number | String | Eingang |
4 | Serial number | String | Eingang |
5 | Seam number | Integer | Eingang |
Beispiel Windows (PuTTY)
Für die Datenübertragung muss eine TCP socket connection aufgebaut werden.
1Hierfür die IP-Adresse des Serviceports des Schweißgeräts und die Portnummer 4714 angeben.
Fronius Data Channel
Über den Anschluss Ethernet an der Rückseite des Schweißgeräts (Serviceport) können verschiedene Signale und Daten zwischen dem Schweißgerät und einer Steuerungseinheit (Robotersteuerung, ...) ausgetauscht und geschrieben werden.
Um den Fronius Data Channel nutzen zu können, muss OPT/i Documentation für das Schweißgerät freigeschaltet sein.
Bei TWIN-Systemen muss der Anschluss Ethernet des Schweißgeräts von Prozesslinie 1 verwendet werden.
Verfügbare Signale und Daten: | |||
|---|---|---|---|
Nummer | Bezeichnung | Beschreibung | Signalart |
1 | Process active | 0/1 | Ausgang |
2 | Current flow | 0/1 | Ausgang |
3 | Article number | String | Eingang |
4 | Serial number | String | Eingang |
5 | Seam number | Integer | Eingang |
Beispiel Windows (PuTTY)
Für die Datenübertragung muss eine TCP socket connection aufgebaut werden.
1Hierfür die IP-Adresse des Serviceports des Schweißgeräts und die Portnummer 4714 angeben.
Signalverlauf bei Anwahl über Betriebsart "Job Betrieb"

| (1) | Wartezeit von mindestens 0,1 Sekunden |
| (2) | Wartezeit von mindestens 0,1 Sekunden |
| (3) | Gas-Vorströmzeit |
| (4) | Startstrom-Zeit |
| (5) | Slope 1 |
| (6) | Gas-Nachströmzeit |
| (7) | Slope 2 + Endstrom-Zeit |
| (1) | Wartezeit von mindestens 0,1 Sekunden |
| (2) | Wartezeit von mindestens 0,1 Sekunden |
| (3) | Gas-Vorströmzeit |
| (4) | Startstrom-Zeit |
| (5) | Slope 1 |
| (6) | Gas-Nachströmzeit |
| (7) | Slope 2 + Endstrom-Zeit |
Signalverlauf bei Anwahl über Betriebsart "Kennlinien Betrieb"

| (1) | Wartezeit von mindestens 0,1 Sekunden |
| (2) | Wartezeit von mindestens 0,1 Sekunden |
| (3) | Wartezeit von mindestens 0,1 Sekunden |
| (4) | Gas-Vorströmzeit |
| (5) | Startstrom-Zeit |
| (6) | Slope 1 |
| (7) | Gas-Nachströmzeit |
| (8) | Slope 2 + Endstrom-Zeit |
| (1) | Wartezeit von mindestens 0,1 Sekunden |
| (2) | Wartezeit von mindestens 0,1 Sekunden |
| (3) | Wartezeit von mindestens 0,1 Sekunden |
| (4) | Gas-Vorströmzeit |
| (5) | Startstrom-Zeit |
| (6) | Slope 1 |
| (7) | Gas-Nachströmzeit |
| (8) | Slope 2 + Endstrom-Zeit |
WireSense - weiterführende Informationen
Ablaufbeschreibung WireSenseContour sensing (Konturerkennung)

- Abschnitt WireSense start - Single Bit ab Seite (→) und
- Abschnitt WireSense edge detection - Group Input / Analog Input ab Seite (→) und
- Abschnitt WireSense break - Single Bit ab Seite (→).
Ablaufbeschreibung WireSenseContour sensing (Konturerkennung)
- Abschnitt WireSense start - Single Bit ab Seite (→) und
- Abschnitt WireSense edge detection - Group Input / Analog Input ab Seite (→) und
- Abschnitt WireSense break - Single Bit ab Seite (→).
Ablaufbeschreibung WireSense edge detection (Kantenerkennung)

- Abschnitt WireSense start - Single Bit ab Seite (→) und
- Abschnitt WireSense edge detection - Group Input / Analog Input ab Seite (→) und
- Abschnitt WireSense break - Single Bit ab Seite (→).
Signalverlauf des Edge Detection Mode auf ebener Oberfläche

- Keine Schlacke an der Spitze der Drahtelektrode vorhanden:
Der WireSense-Ablauf startet ohne die Funktion WireSense -Slaghammer und das Signal Arc stable / Touch signal wird, etwa 20 ms nachdem die Drahtelektrode das Werkstück berührt hat, ausgegeben. - Schlacke an der Spitze der Drahtelektrode vorhanden:
Vor dem Start der WireSense-Funktion wird automatisch die Funktion WireSense -Slaghammer aktiviert, um die Schlackereste von der Spitze der Drahtelektrode zu entfernen. Das Signal Arc stable / Touch signal wird erst nach erfolgreichem Entfernen der Schlacke und ausreichender elektrischer Kontaktierung zwischen Drahtelektrode und Werkstück aktiviert. Die Verzögerungszeit für das Signal Arc stable / Touch signal kann dadurch um ein Vielfaches größer als 20 ms sein.
Signalverlauf des Edge Detection Mode auf einer schrägen Oberfläche

- Keine Schlacke an der Spitze der Drahtelektrode vorhanden:
Der WireSense-Ablauf startet ohne die Funktion WireSense -Slaghammer und das Signal Arc stable / Touch signal wird, etwa 20 ms nachdem die Drahtelektrode das Werkstück berührt hat, ausgegeben. - Schlacke an der Spitze der Drahtelektrode vorhanden:
Vor dem Start der WireSense-Funktion wird automatisch die Funktion WireSense -Slaghammer aktiviert, um die Schlackereste von der Spitze der Drahtelektrode zu entfernen. Das Signal Arc stable / Touch signal wird erst nach erfolgreichem Entfernen der Schlacke und ausreichender elektrischer Kontaktierung zwischen Drahtelektrode und Werkstück aktiviert. Die Verzögerungszeit für das Signal Arc stable / Touch signal kann dadurch um ein Vielfaches größer als 20 ms sein.
Signalverlauf des Sensing Mode bei unterschiedlichen Oberflächen-Geometrien

- Keine Schlacke an der Spitze der Drahtelektrode vorhanden:
Der WireSense-Ablauf startet ohne die Funktion WireSense -Slaghammer und das Signal Arc stable / Touch signal wird, etwa 20 ms nachdem die Drahtelektrode das Werkstück berührt hat, ausgegeben. - Schlacke an der Spitze der Drahtelektrode vorhanden:
Vor dem Start der WireSense-Funktion wird automatisch die Funktion WireSense -Slaghammer aktiviert, um die Schlackereste von der Spitze der Drahtelektrode zu entfernen. Das Signal Arc stable / Touch signal wird erst nach erfolgreichem Entfernen der Schlacke und ausreichender elektrischer Kontaktierung zwischen Drahtelektrode und Werkstück aktiviert. Die Verzögerungszeit für das Signal Arc stable / Touch signal kann dadurch um ein Vielfaches größer als 20 ms sein.
Signalverlauf WireSense break (während des Sensing Mode)

- Keine Schlacke an der Spitze der Drahtelektrode vorhanden:
Der WireSense-Ablauf startet ohne die Funktion WireSense -Slaghammer und das Signal Arc stable / Touch signal wird, etwa 20 ms nachdem die Drahtelektrode das Werkstück berührt hat, ausgegeben. - Schlacke an der Spitze der Drahtelektrode vorhanden:
Vor dem Start der WireSense-Funktion wird automatisch die Funktion WireSense -Slaghammer aktiviert, um die Schlackereste von der Spitze der Drahtelektrode zu entfernen. Das Signal Arc stable / Touch signal wird erst nach erfolgreichem Entfernen der Schlacke und ausreichender elektrischer Kontaktierung zwischen Drahtelektrode und Werkstück aktiviert. Die Verzögerungszeit für das Signal Arc stable / Touch signal kann dadurch um ein Vielfaches größer als 20 ms sein.
Darstellung des möglichen WireSense-Messbereiches
Minimal und maximal mögliche Drahtbewegung im WireSense contour sensing mode (Konturerkennung):

Minimal und maximal mögliche Drahtbewegung im WireSense edge detection mode (Kantenerkennung):

WireSense edge detection mode (Kantenerkennung) ohne Höhenmessung:
Analoge Eingabe: WireSense-EdgeDetection = 1mm
max. Forward WireMovement = WireSense-EdgeDetection + 3 mm
= 1 mm + 3 mm
= 4 mm

Der Drahtvorschub stoppt nach 4 mm die Vorwärtsbewegung der Drahtelektrode, die Drahtelektrode erreicht das untere Blech nicht. Eine Höhenmessung der Blechkante ist somit nicht möglich.
Das Touch Signal wird jedoch wie gewohnt ausgegeben, sobald der EdgeDetection-Wert überschritten wurde.
Dieses Verhalten kann unerwünscht sein, z.B. bei der Vermessung von Blechkanten.
Abhilfe:
bei der WireSenseEdgeDetection (Height) ein Wert einstellen, der max. 2 mm kleiner ist, als die erwartete, zu vermessende Kantenhöhe.
z.B.: bei einer 5 mm Kante ergibt sich ein EdgeDetction-Wert von 3 mm.
Bei anderen Anwendungen kann dieses Verhalten gewünscht sein, z.B. bei Anwendungen mit einer isolierenden Schweißbad-Stütze.
Die Bauteilposition wird durch das Touch-Signal ermittelt, die Höhe wird jedoch nicht vermessen.
Wichtig ist dabei, dass die Drahtelektrode noch vor der isolierenden Schweißbad-Stütze stoppt und die Schweißbad-Stütze nicht berührt.
Berührt die Drahtelektrode die Schweißbad-Stütze, verursacht dies eine Fehlfunktion im WireSense-Prozess.

Anwendung mit isolierender Schweißbad-Stütze (CERAMIC)
Hinweis zum Zündtimeout (Ignition Timeout)
Wenn das Zündtimeout auf beispielsweise 30 mm (1.18 inch) eingestellt ist, sich das Ende der Drahtelektrode jedoch mehr als 30 mm (1.18 inch) weg vom Werkstück befindet, startet die Funtkion WireSense nicht erfolgreich, da die Drahtförderung nach 30 mm (1.18 inch) gestoppt wird.

| (1) | Distanz beispielsweise = 40 mm (1.57 inch) |
| (2) | Einstellung Zündtimeout = beispielsweise nach 30 mm (1.18 inch) |
Verfügbare Signale zur Bauteilabtastung
Signalliste
WireSense (Konturerkennung): | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
WireSense start | Eingang | BIT |
|
|
WireSense break | Eingang | BIT |
|
|
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
WireSense Edge Detection (Kantenerkennung): | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
WireSense start | Eingang | BIT |
|
|
Touch signal | Ausgang | BIT |
|
|
WireSense Edge Detection (BIT 256-271) | Eingang | WORD (UINT) in mm | 10 | 0 bis 20 mm |
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
Teach mode: | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
Teach Mode | Eingang | BIT |
|
|
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
Touch signal | Ausgang | BIT |
|
|
Signalliste
WireSense (Konturerkennung): | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
WireSense start | Eingang | BIT |
|
|
WireSense break | Eingang | BIT |
|
|
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
WireSense Edge Detection (Kantenerkennung): | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
WireSense start | Eingang | BIT |
|
|
Touch signal | Ausgang | BIT |
|
|
WireSense Edge Detection (BIT 256-271) | Eingang | WORD (UINT) in mm | 10 | 0 bis 20 mm |
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
Teach mode: | ||||
|---|---|---|---|---|
Signalbezeichnung | Signalart | Datentyp | Faktor | Wertebereich |
Teach Mode | Eingang | BIT |
|
|
Wire position | Ausgang | WORD (SINT) in mm | 100 | -327,68 bis +327,67 |
Touch signal | Ausgang | BIT |
|
|
Limit Monitoring - Funktionen und Aktivierung
Funktionen von Limit Monitoring
- Limit Monitoring überwacht die Parameter des Schweißprozesses.
- Limit Monitoring gibt an, ob die Schweißung innerhalb der vordefinierten Grenzwerte (Limits) der Schweißspezifikation (= Job-Sollwerte) durchgeführt wird.
- Stellt Limit Monitoring fest, dass sich die Istwerte außerhalb der definierten Limits befinden, sollte die Schweißnaht überprüft werden
- Ist die Schweißnaht in so einem Fall in Ordnung, wird empfohlen, die definierten Limits zu überprüfen und falls notwendig, diese anzupassen.
- Ist die Schweißnaht in so einem Fall nicht in Ordnung, wird empfohlen, die Schweißparameter zu überprüfen und falls notwendig anzupassen.
- Limit Monitoring ist nur in der Hauptstrom-Phase aktiv.
- Limit Monitoring ist während der Slope-Phasen nicht aktiv.
- Limit Monitoring kann nur in Verbindung mit dem Job-Betrieb verwendet werden.
Limit Monitoring überwacht nicht die Qualität der Schweißnaht. Dadurch gibt Limit Monitoring auch keine Auskunft darüber, ob die Schweißnaht in Ordnung ist oder nicht.
Limit Monitoring steht für die nachfolgenden Prozesse zur Verfügung:- MIG/MAG Standard-Synergic
- MIG/MAG Puls-Synerigc
- MIG/MAG PMC
- MIG/MAG LSC
- CMT
- MIG/MAG PMC Mix
- CMT Mix
- CMT Cycle Step
- Synchropuls-Schweißen mit
- MIG/MAG Standard-Synergic
- MIG/MAG Puls-Synerigc
- MIG/MAG PMC
- MIG/MAG LSC
Funktionen von Limit Monitoring
- Limit Monitoring überwacht die Parameter des Schweißprozesses.
- Limit Monitoring gibt an, ob die Schweißung innerhalb der vordefinierten Grenzwerte (Limits) der Schweißspezifikation (= Job-Sollwerte) durchgeführt wird.
- Stellt Limit Monitoring fest, dass sich die Istwerte außerhalb der definierten Limits befinden, sollte die Schweißnaht überprüft werden
- Ist die Schweißnaht in so einem Fall in Ordnung, wird empfohlen, die definierten Limits zu überprüfen und falls notwendig, diese anzupassen.
- Ist die Schweißnaht in so einem Fall nicht in Ordnung, wird empfohlen, die Schweißparameter zu überprüfen und falls notwendig anzupassen.
- Limit Monitoring ist nur in der Hauptstrom-Phase aktiv.
- Limit Monitoring ist während der Slope-Phasen nicht aktiv.
- Limit Monitoring kann nur in Verbindung mit dem Job-Betrieb verwendet werden.
Limit Monitoring überwacht nicht die Qualität der Schweißnaht. Dadurch gibt Limit Monitoring auch keine Auskunft darüber, ob die Schweißnaht in Ordnung ist oder nicht.
Limit Monitoring steht für die nachfolgenden Prozesse zur Verfügung:- MIG/MAG Standard-Synergic
- MIG/MAG Puls-Synerigc
- MIG/MAG PMC
- MIG/MAG LSC
- CMT
- MIG/MAG PMC Mix
- CMT Mix
- CMT Cycle Step
- Synchropuls-Schweißen mit
- MIG/MAG Standard-Synergic
- MIG/MAG Puls-Synerigc
- MIG/MAG PMC
- MIG/MAG LSC
Verfügbare Funktionspakete
Unter anderem, zur Überwachung von:
- Spannung
- Strom
- Drahtvorschub
- Schweißzeit
- Energie
- Ermöglicht den Fernzugriff (beispielsweise von einem PC) auf das Schweißgerät (Smart Manager). Über den Smart Manager können beispielsweise die Grenzwerte von Job-Parametern verändert werden; direkt vom PC aus, ohne die Einstellung an dem Schweißgerät selbst vornehmen zu müssen.
- Dient zum Export der in dem Schweißgerät gespeicherten Schweißdaten als CSV-Datei, zusätzlich zum standardmäßig verfügbaren Export als PDF-Datei.
- Ermöglicht die Nutzung des FroniusDataChannel, welcher für den Austausch von Traceability-Daten verwendet wird.
Voraussetzungen für den erfolgreichen Einsatz von Limit Monitoring
- Der Jobmodus muss bei jedem Schweißgerät aktiviert sein.
- Jeder Schweißnaht muss mindestens 1 Job zugewiesen sein
- es wird empfohlen, mehrere Jobs pro Schweißnaht zu verwenden, wenn sich während der Schweißung signifikante Einflussfaktoren ändern, wie beispielsweise die Roboter-Geschwindigkeit, Anstellwinkel des Schweißbrenners, Stick-Out, ...
- Jobs erst dann anlegen, wenn die korrekten Schweißparameter bereits feststehen
- werden die Parameter im Job geändert, müssen auch die Limits entsprechend angepasst werden.
- Die Limits immer basierend auf aktuell gemessenen Istwerten festlegen (und nicht basierend auf den eingestellten Sollwerten). Folgende Möglichkeiten stehen hierfür zur Verfügung
- Istwerte am Display des Schweißgeräts während der Schweißung ablesen.
- Istwerte über den Smart Manger während der Schweißung ablesen.
- Auswertung der Schweißparameter mittels WeldCube Premium.
Limit Monitoring ein- / ausschalten
Limit Monitoring ein
Limit Monitoring aus
Detailbeschreibung von Limit Monitoring
- Limit Monitoring ist nur in der Hauptstrom-Phase aktiv.
- Die Daten werden beim Limit Monitoring alle 50 ms erfasst / überprüft.
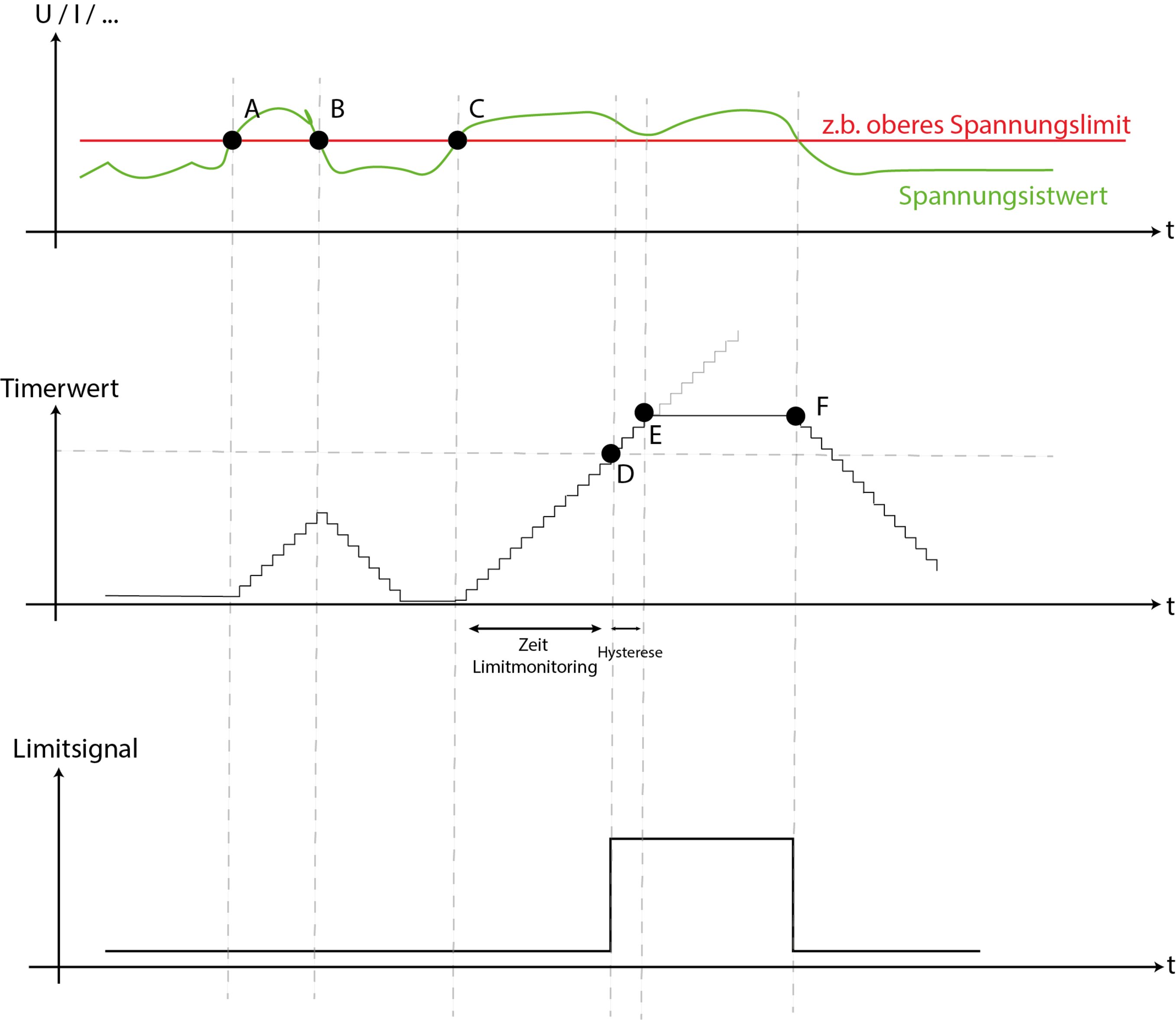
- Bei Punkt A wird das obere Spannungs-Limit überschritten; die Zeit bis zur Reaktion von Limit Monitoring beginnt konstant nach oben zählen.
- Bei Punkt B wird das obere Spannungs-Limit wieder unterschritten; die Zeit bis zur Reaktion von Limit Monitoring zählt zurück bis 0.
- Bei Punkt C wird das obere Spannungs-Limit erneut überschritten; die Zeit bis zur Reaktion von Limit Monitoring beginnt erneut konstant nach oben zählen.
- Bei Punkt D wird das eingestellte Zeitlimit für die Reaktion von Limit Monitoring erreicht:
- Die Hysterese Zeit beginnt zu laufen.
- Punkt E zeigt die Hysterese von +20% zum eingestellten Zeitwert (Zeit bis zur Reaktion von Limit Monitoring).
- Je nach Einstellung wird eine Warnung oder ein Fehler ausgegeben.
- Das Limitsignal (Word 1 / Byte 2 / Bit 19) wechselt auf High.
- Bei Punkt F wechselt das Limitsignal (Word 1 / Byte 2 / Bit 19) auf Low.
- Bei der Energieüberwachung wird von Limit Monitoring nicht jeder Job einzeln überwacht, sondern die gesamte Schweißnaht - für nähere Informationen siehe Energieüberwachung ab Seite (→).
- Bei der Schweißzeit-Überwachung wird von Limit Monitoring nicht jeder Job einzeln überwacht, sondern die gesamte Schweißnaht - für nähere Informationen siehe Schweißzeit-Überwachung ab Seite (→).
Limit Monitoring - Details zu den einzelnen Parametern
Spannungsüberwachung
- Einstellung des Spannungs-Sollwertes und der gewünschten Limits.
- Überwachung des Spannungs-Istwertes je Schweißnaht / Job.
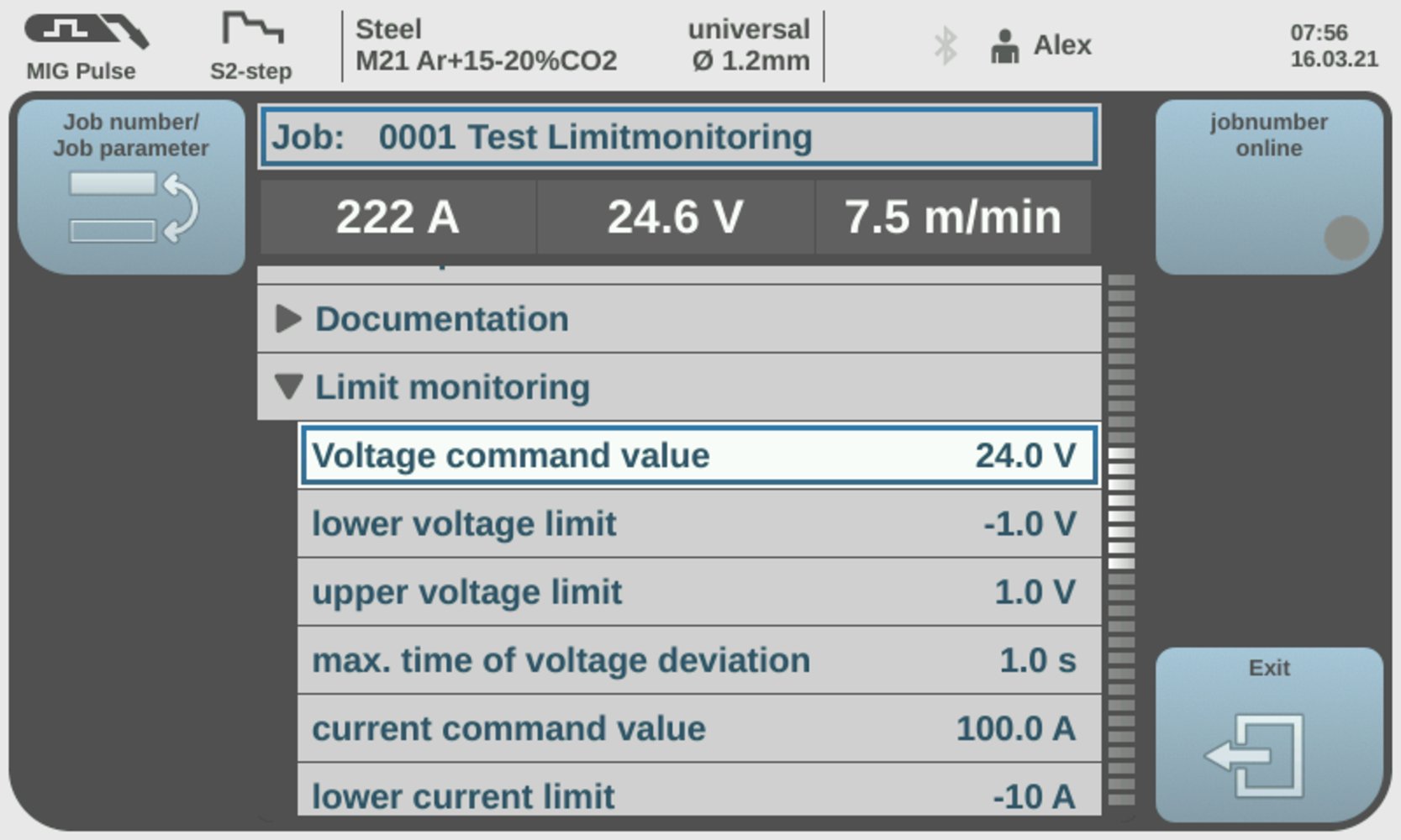
Spannungsüberwachung
Einstellbare Parameter:
| (1) | Spannungs-Sollwert: 0 bis 100 V |
| (2) | unteres Spannungs-Limit: -10 bis 0 V |
| (3) | oberes Spannungs-Limit: 0 bis 10 V |
| (4) | Zeitlimit für die Reaktion von Limit Monitoring: aus / 0 bis 10 Sekunden Erklärung für Einstellung von 0 bis 10 Sekunden:
|
Mögliche Fehlermeldungen bei der Spannungsüberwachung: | |
19 | | unteres Spannungs-Limit unterschritten |
20 | | oberes Spannungs-Limit überschritten |
Spannungsüberwachung
- Einstellung des Spannungs-Sollwertes und der gewünschten Limits.
- Überwachung des Spannungs-Istwertes je Schweißnaht / Job.
Spannungsüberwachung
Einstellbare Parameter:
| (1) | Spannungs-Sollwert: 0 bis 100 V |
| (2) | unteres Spannungs-Limit: -10 bis 0 V |
| (3) | oberes Spannungs-Limit: 0 bis 10 V |
| (4) | Zeitlimit für die Reaktion von Limit Monitoring: aus / 0 bis 10 Sekunden Erklärung für Einstellung von 0 bis 10 Sekunden:
|
Mögliche Fehlermeldungen bei der Spannungsüberwachung: | |
19 | | unteres Spannungs-Limit unterschritten |
20 | | oberes Spannungs-Limit überschritten |
Stromüberwachung
- Einstellung des Strom-Sollwertes und der gewünschten Limits.
- Überwachung des Strom-Istwertes je Schweißnaht / Job.
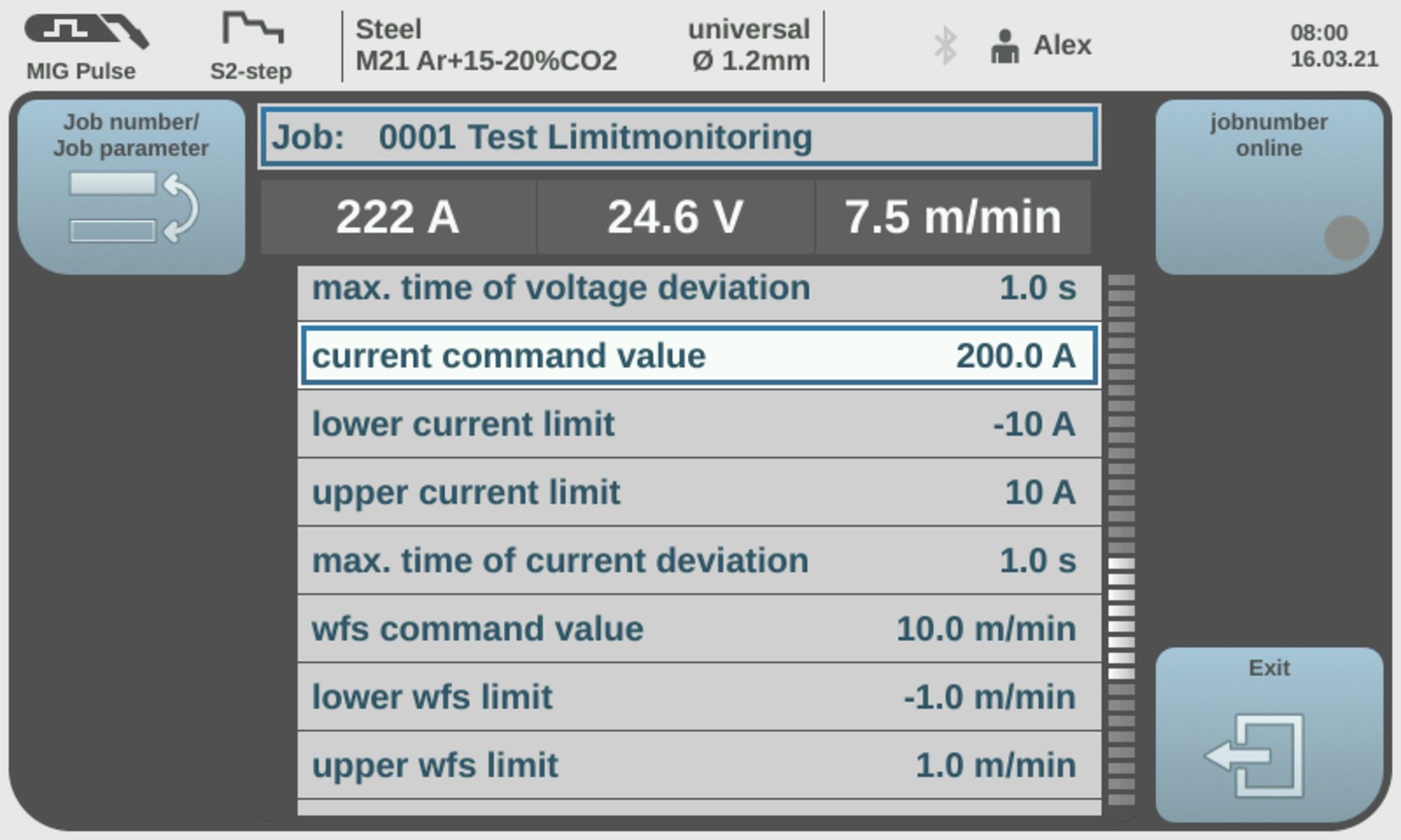
Stromüberwachung
Einstellbare Parameter:
| (1) | Strom-Sollwert: 0 bis 100 A |
| (2) | unteres Strom-Limit: -10 bis 0 A |
| (3) | oberes Strom-Limit: 0 bis 10 A |
| (4) | Zeitlimit für die Reaktion von Limit Monitoring: aus / 0 bis 10 Sekunden Erklärung für Einstellung von 0 bis 10 Sekunden:
|
Mögliche Fehlermeldungen bei der Stromüberwachung: | |
21 | | unteres Strom-Limit unterschritten |
22 | | oberes Strom-Limit überschritten |
Drahtvorschub-Überwachung
- Einstellung des Drahtvorschub-Sollwertes und der gewünschten Limits.
- Überwachung des Drahtvorschub-Istwertes je Schweißnaht / Job.
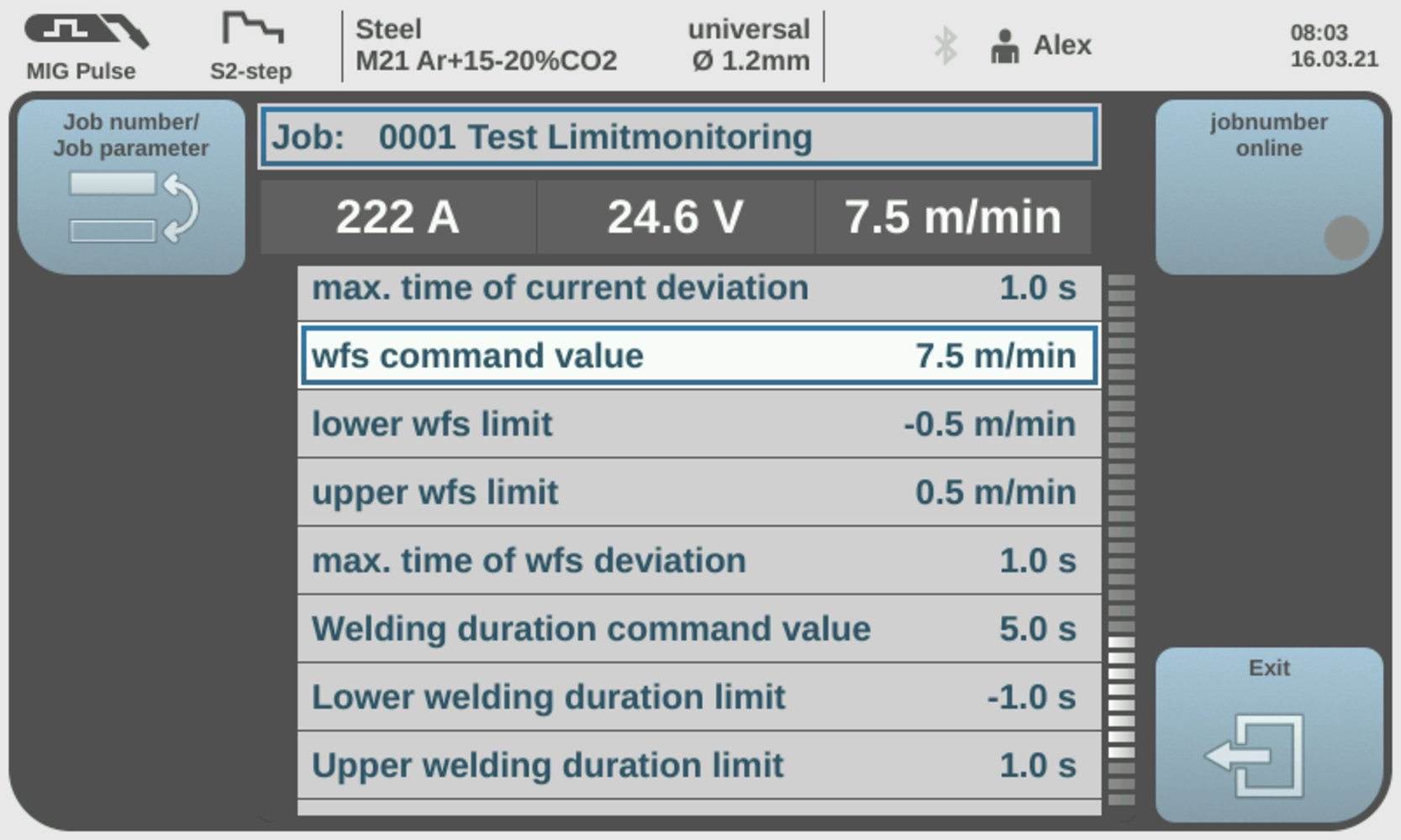
Drahtvorschub-Überwachung
Einstellbare Parameter:
| (1) | Drahtvorschub-Sollwert: 0 bis 100 m/min |
| (2) | unteres Drahtvorschub-Limit: -10 bis 0 m/min |
| (3) | oberes Drahtvorschub-Limit: 0 bis 10 m/min |
| (4) | Zeitlimit für die Reaktion von Limit Monitoring: aus / 0 bis 10 Sekunden Erklärung für Einstellung von 0 bis 10 Sekunden:
|
Mögliche Fehlermeldungen bei der Drahtvorschub-Überwachung: | |
23 | | unteres Drahtvorschub-Limit unterschritten |
24 | | oberes Drahtvorschub-Limit überschritten |
Schweißzeit-Überwachung
- Einstellung des Schweißzeit-Sollwertes und der gewünschten Limits.
- Überwachung der Schweißzeit je Schweißnaht / Job.
Falls eine Schweißnaht aus 2 oder mehr Jobs besteht, muss für die in der Schweißabfolge nachfolgenden Jobs die Schweißzeit des zuvor geschweißten Jobs mit addiert werden.
Beispiel:- Eine Schweißnaht besteht aus 4 Jobs, mit einer Dauer von je 4 Sekunden.
- Limit Monitoring ignoriert die ersten 3 Jobs und erfasst nur den letzten Job.
- Deshalb muss beim letzten Job ein Schweißzeit-Sollwert von mindestens 16 Sekunden eingestellt werden (4 x 4 Sekunden), um zu verhindern, dass Limit Monitoring ungewollt eine Meldung ausgibt.
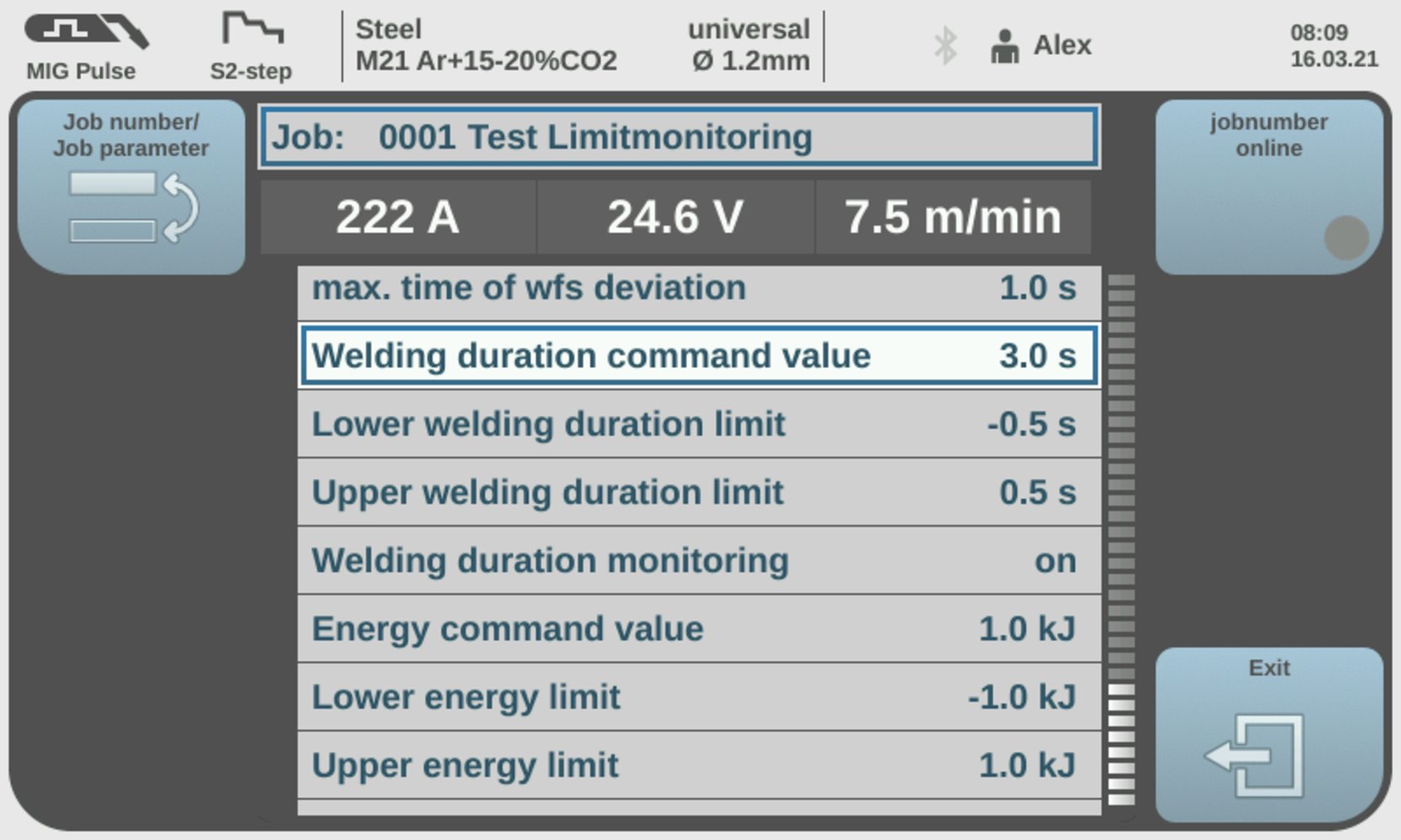
Schweißzeit-Überwachung
Einstellbare Parameter:
| (1) | Schweißzeit-Sollwert: 0 bis 999,9 Sekunden |
| (2) | unteres Schweißzeit-Limit: -50 bis 0 Sekunden |
| (3) | oberes Schweißzeit-Limit: 0 bis 50 Sekunden |
| (4) | Zeitlimit für die Reaktion von Limit Monitoring: aus / 0 bis 10 Sekunden Erklärung für Einstellung von 0 bis 10 Sekunden:
|
Mögliche Fehlermeldungen bei der Schweißzeit-Überwachung: | |
50 | | unteres Schweißzeit-Limit nicht erreicht |
51 | | oberes Schweißzeit-Limit überschritten |
Energieüberwachung
- Einstellung des Energie-Sollwertes und der gewünschten Limits.
- Überwachung der eingebrachten Energie je Schweißnaht / Job.
Falls eine Schweißnaht aus 2 oder mehr Jobs besteht, muss für die in der Schweißabfolge nachfolgenden Jobs die eingebrachte Energie des zuvor geschweißten Jobs mit addiert werden.
Beispiel:- Eine Schweißnaht besteht aus 4 Jobs, mit einer Energieeinbringung von je 40 kJ.
- Limit Monitoring ignoriert die ersten 3 Jobs und erfasst nur den letzten Job.
- Deshalb muss beim letzten Job ein Energie-Sollwert von mindestens 160 kJ eingestellt werden (4 x 40 kJ), um zu verhindern, dass Limit Monitoring ungewollt eine Meldung ausgibt.
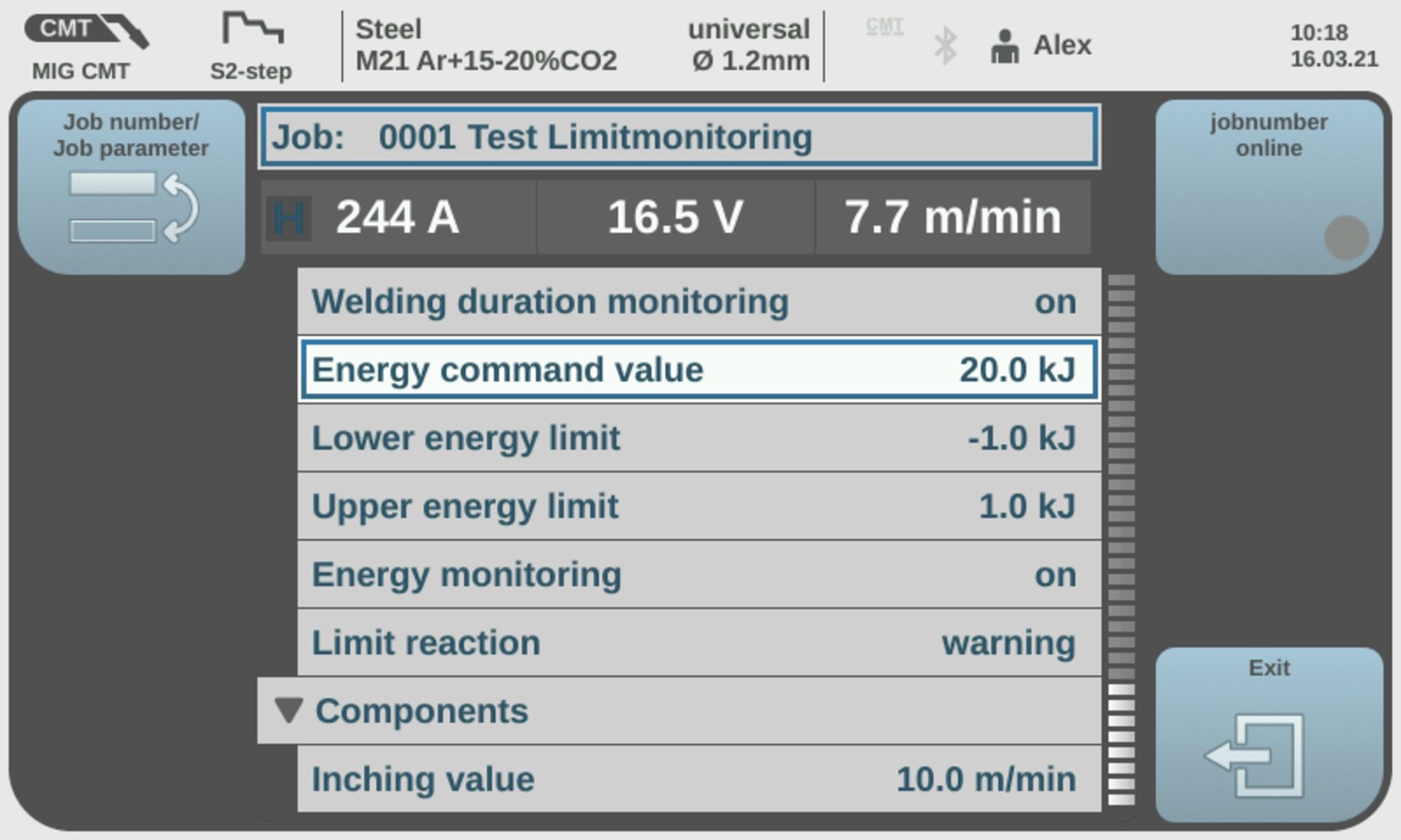
Energieüberwachung
Einstellbare Parameter:
| (1) | Energie-Sollwert: 0 bis 9999,9 kJ |
| (2) | unteres Energie-Limit: -10 bis 0 kJ |
| (3) | oberes Energie-Limit: 0 bis 10 kJ |
| (4) | Energieüberwachung: ein / aus |
Mögliche Fehlermeldungen: | |
47 | | unteres Energie-Limit nicht erreicht |
48 | | oberes Energie-Limit überschritten |
Einstellung der Reaktion bei Über- oder Unterschreitung der Limits:
- Festlegung, wie das Schweißgerät bei einer Über- oder Unterschreitung der eingestellten Limits reagiert.
- ignorieren
- Warnung
- Fehler
Nachfolgend die Beschreibung der einzelnen Reaktionen.
Reaktion bei Über- oder Unterschreitung der Limits = ignorieren:- keine Reaktion
- kein Eintrag ins Logbuch
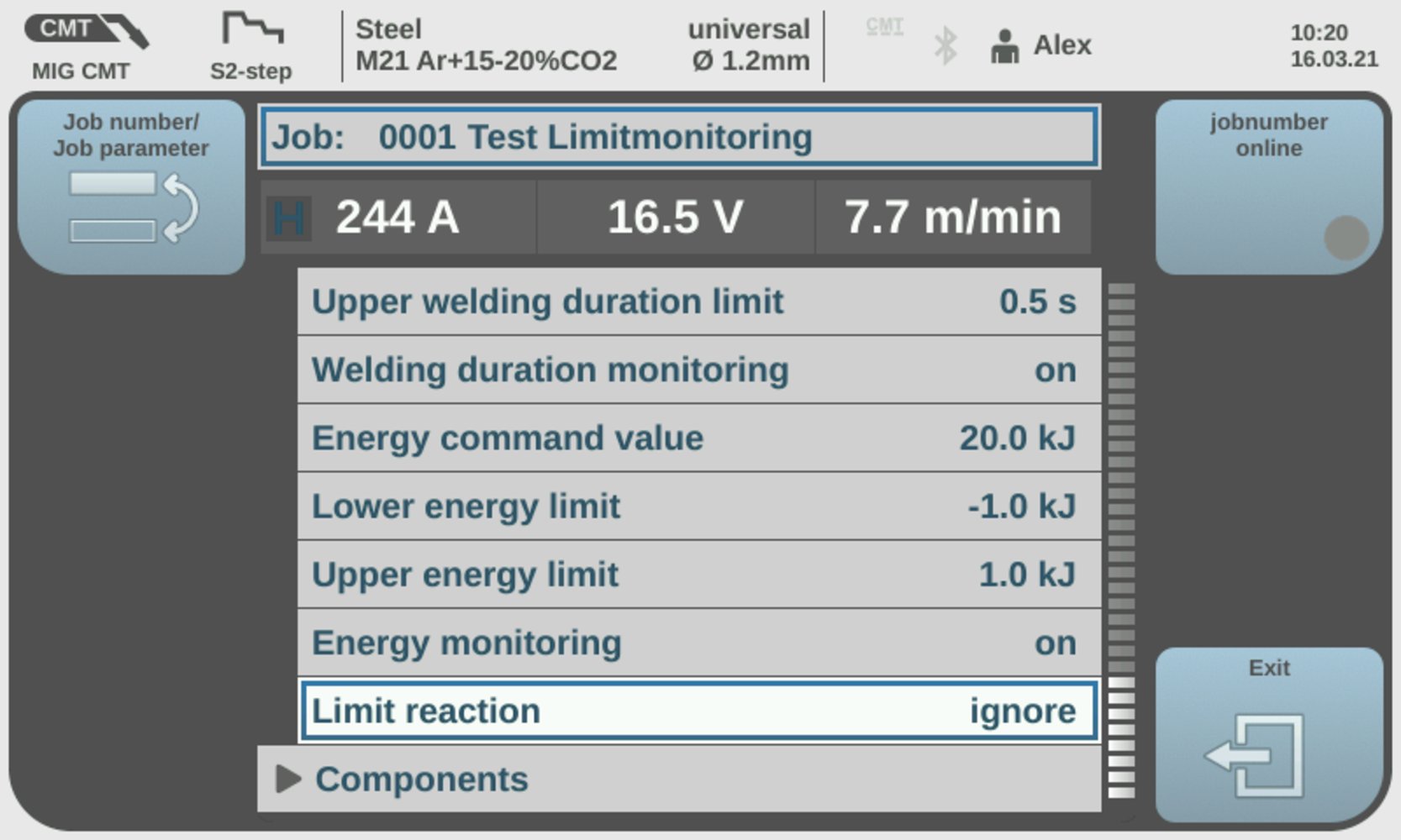
Reaktion bei Über- oder Unterschreitung der Limits = ignorieren
- Eintrag ins Logbuch erfolgt.
- Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.
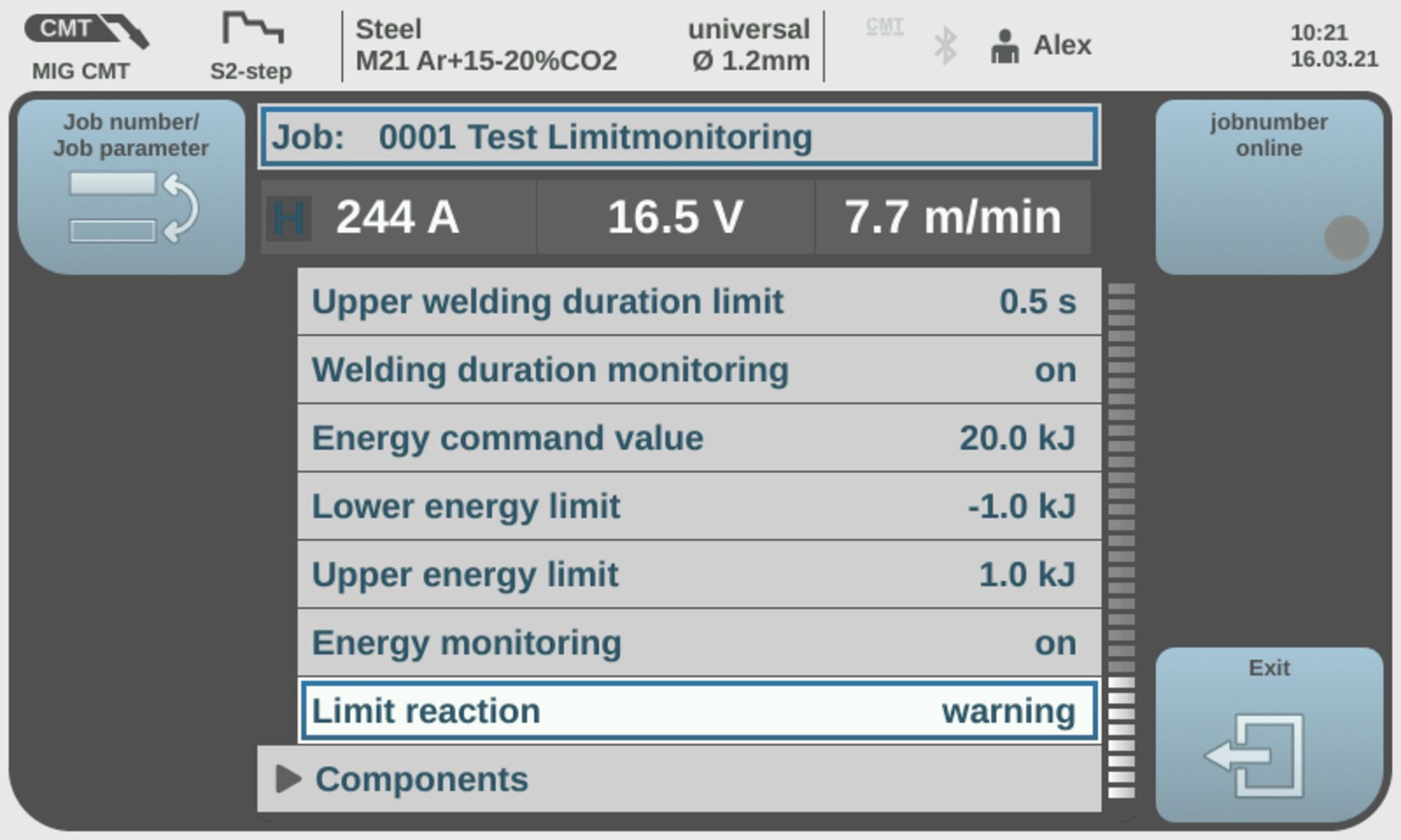
Reaktion bei Über- oder Unterschreitung der Limits = Warnung
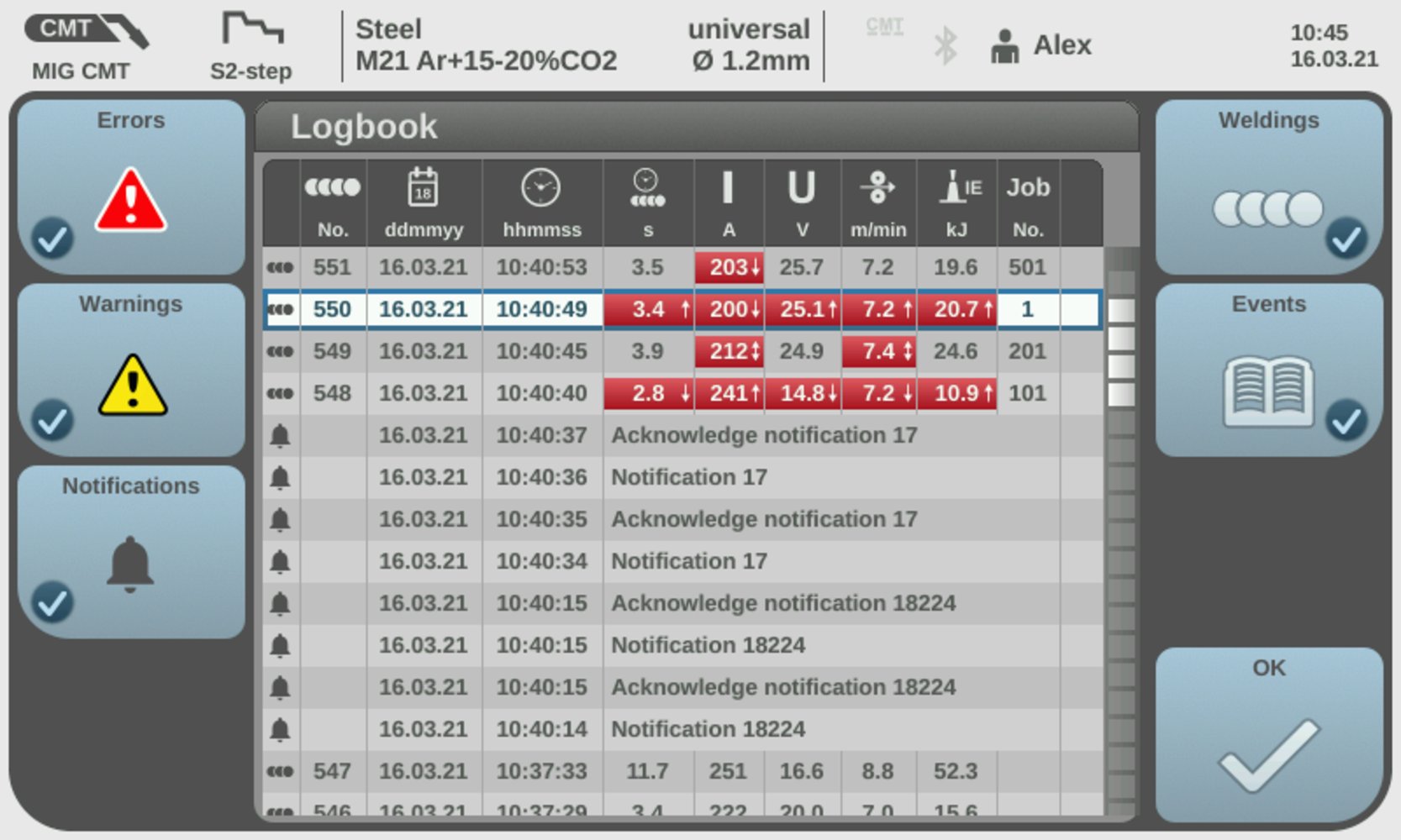
Überblick über die Einträge im Logbuch
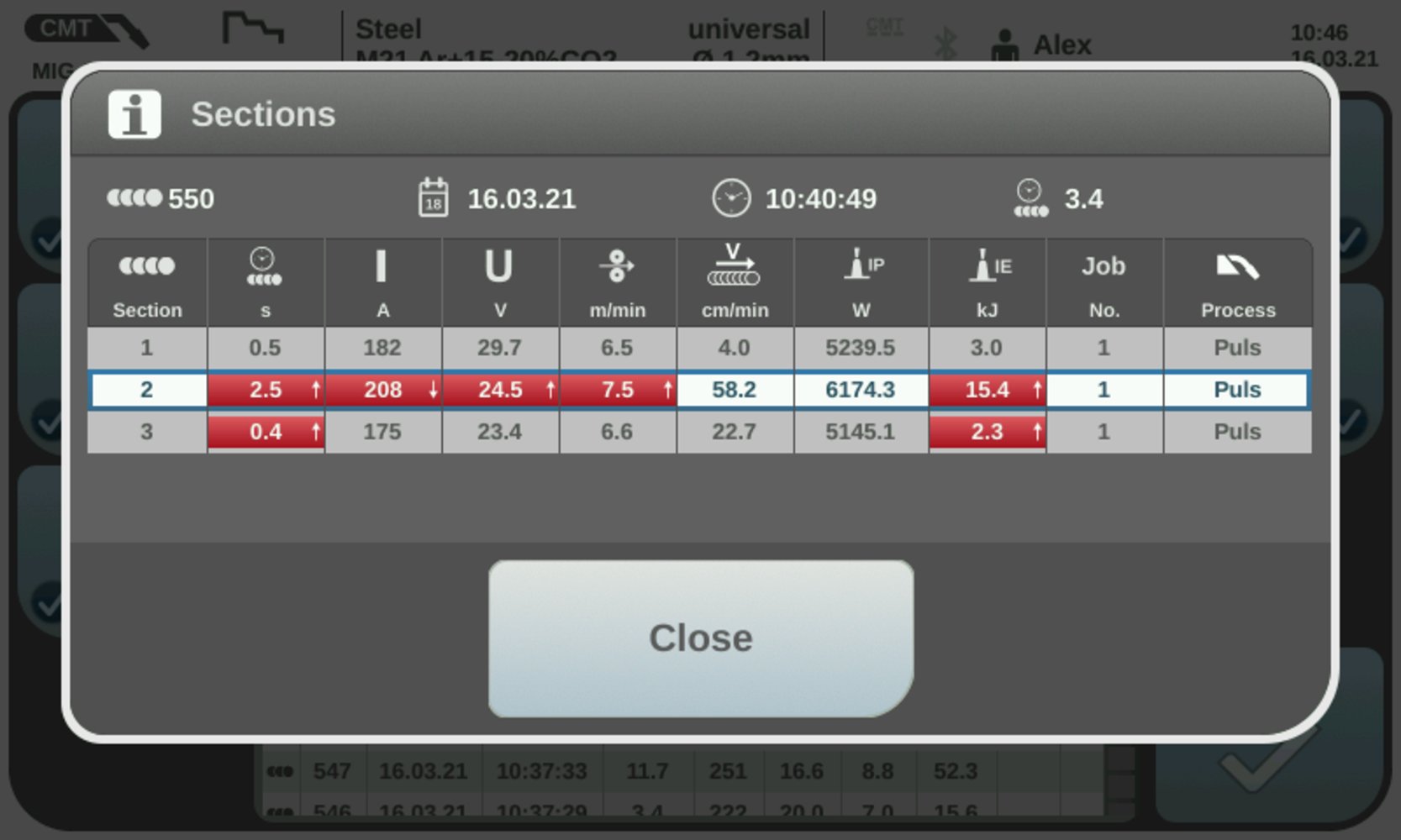
Anzeige der einzelnen Sektionen im Logbuch
- An dem Schweißgerät wird die Über- oder Unterschreitung der Limits angezeigt.
- Die Über- oder Unterschreitung wird bis zum Schweißende angezeigt.
- Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.
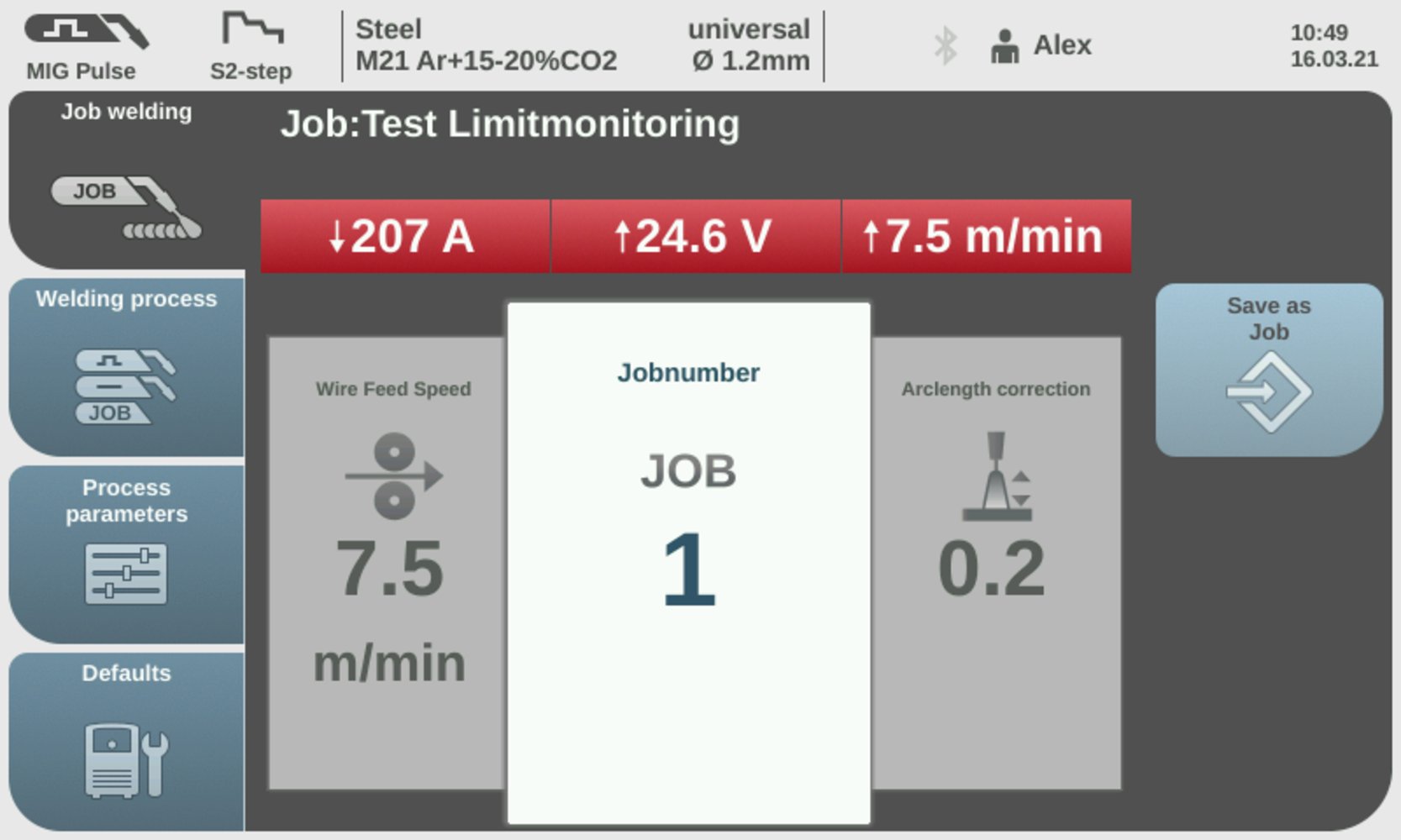
Anzeige der Warnung bei den Schweißparametern
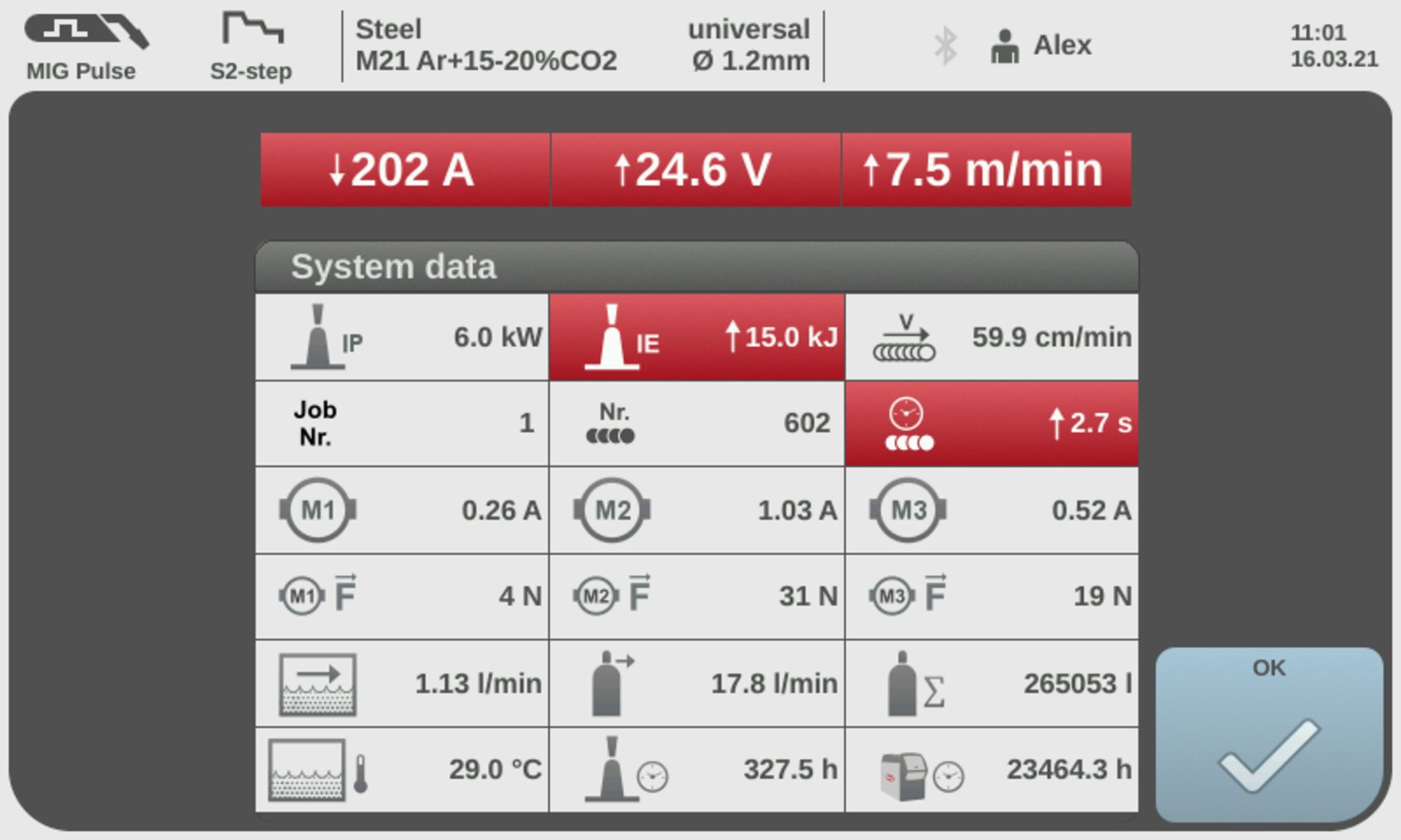
Anzeige der Warnung bei den Systemdaten
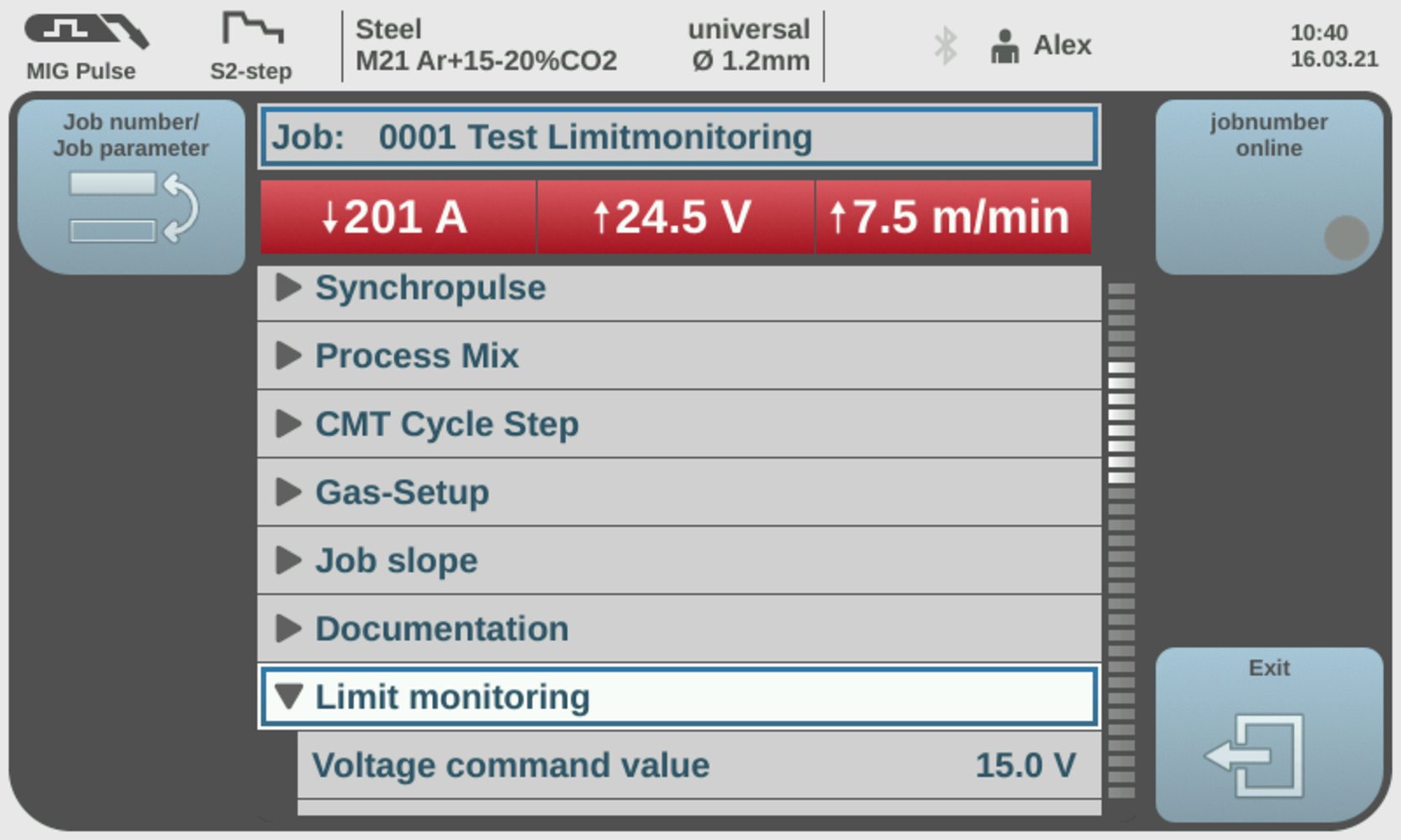
Anzeige der Warnung bei der Job-Optimierung
- Während der Schweißung reagiert das Limitsignal (WORD 1 / Byte 2 / Bit 19) direkt auf eine Über- oder Unterschreitung der Limits
- Wird keine Über- oder Unterschreitung der Limits festgestellt, bleibt das Limitsignal Low.
- Wird eine Über- oder Unterschreitung der Limits festgestellt, wechselt das Limitsignal auf High.
- Sobald sich die Parameter wieder innerhalb der definierten Limits befinden, wechselt das Limitsignal nach 1 Sekunde wieder auf Low.
- Am Interface wird keine Warnungsnummer ausgegeben (WORD 9 / Byte 18 - 19 / Bit 144 - 159).
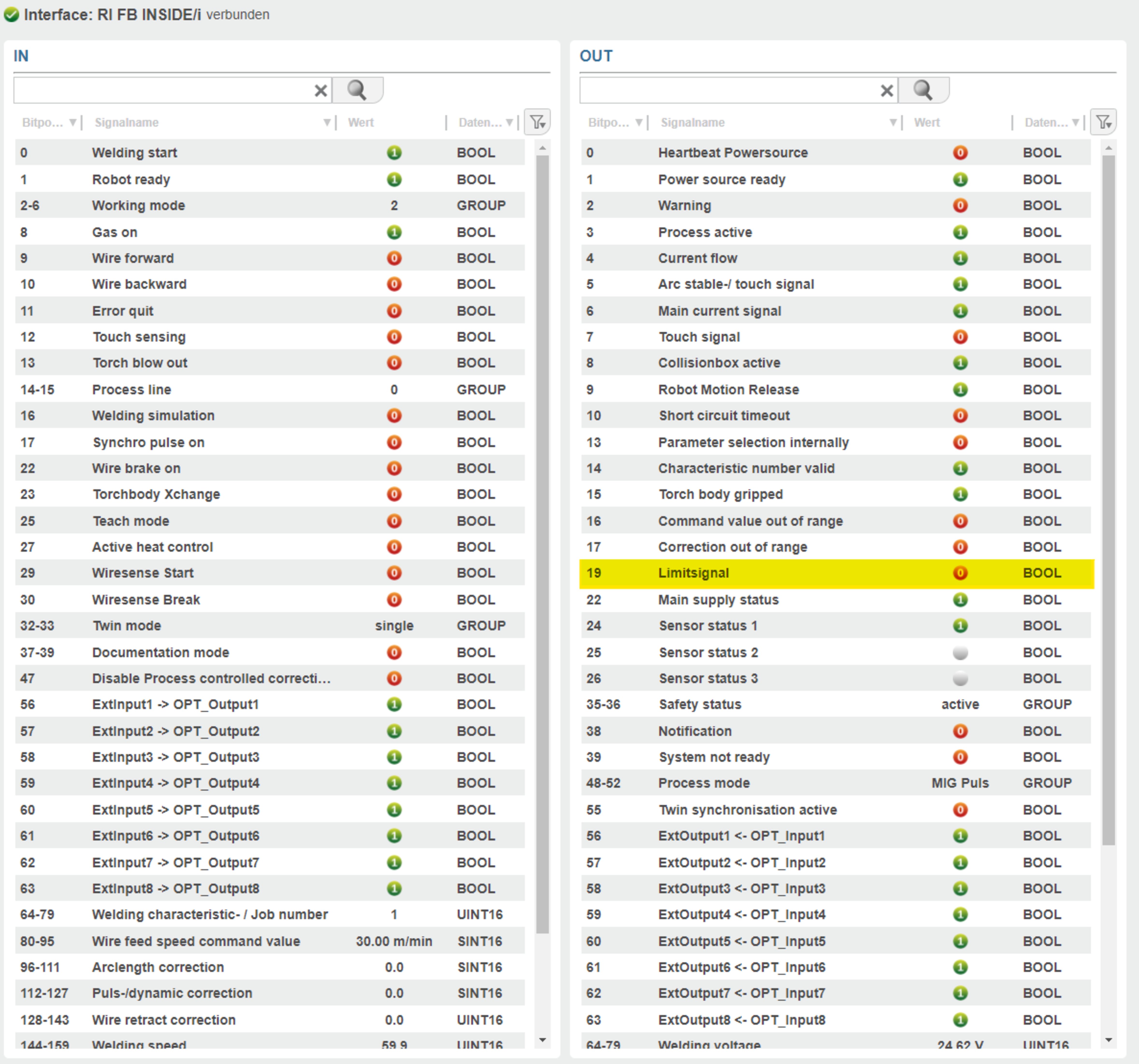
Anzeige am Interface; Limitsignal = Low
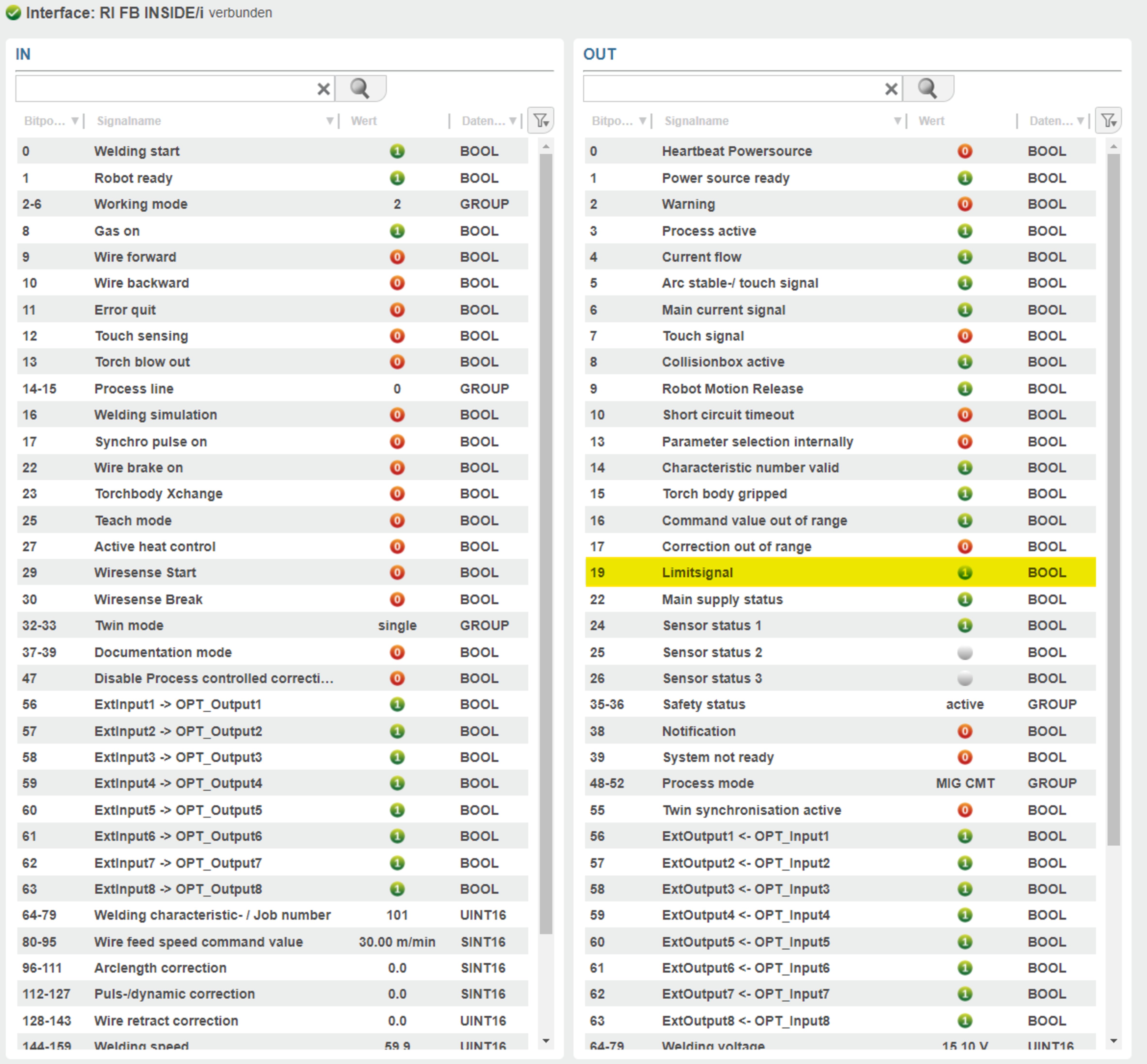
Anzeige am Interface; Limitsignal = High
- Schweißgerät stoppt den Schweißprozess.
- Eintrag ins Logbuch erfolgt.
- Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.
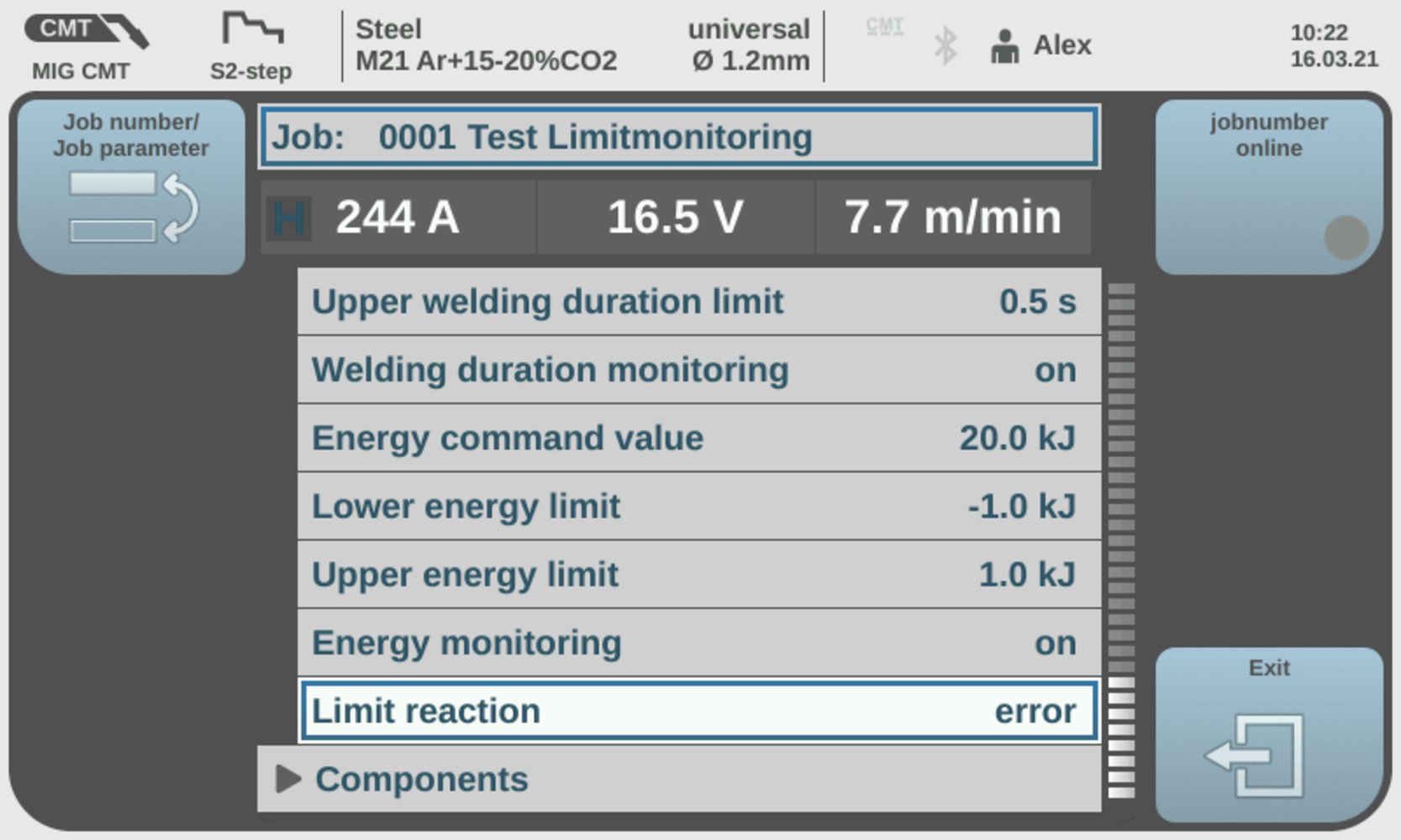
Reaktion bei Limit-Überschreitung / Limit-Unterschreitung = Fehler
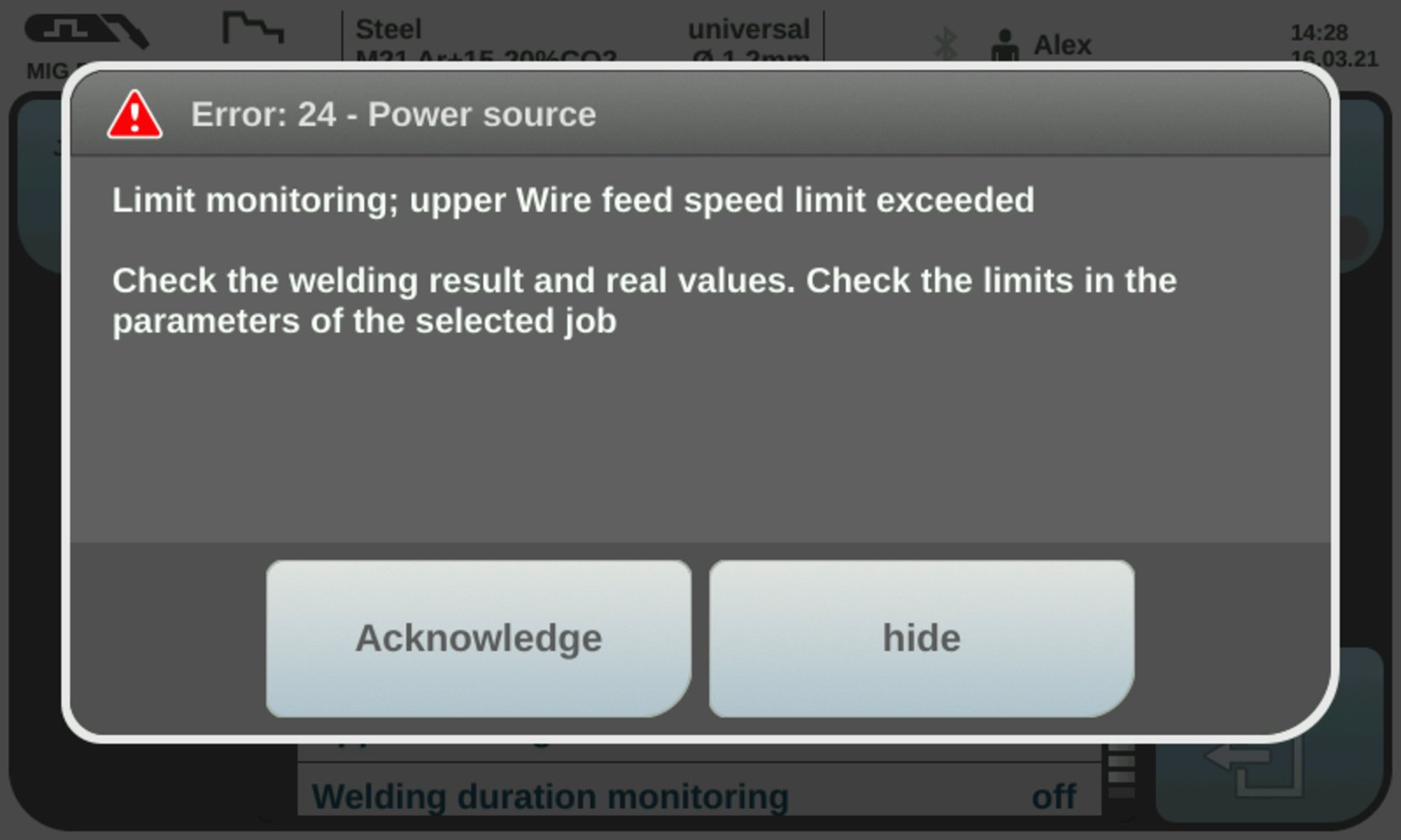
Fehlermeldung
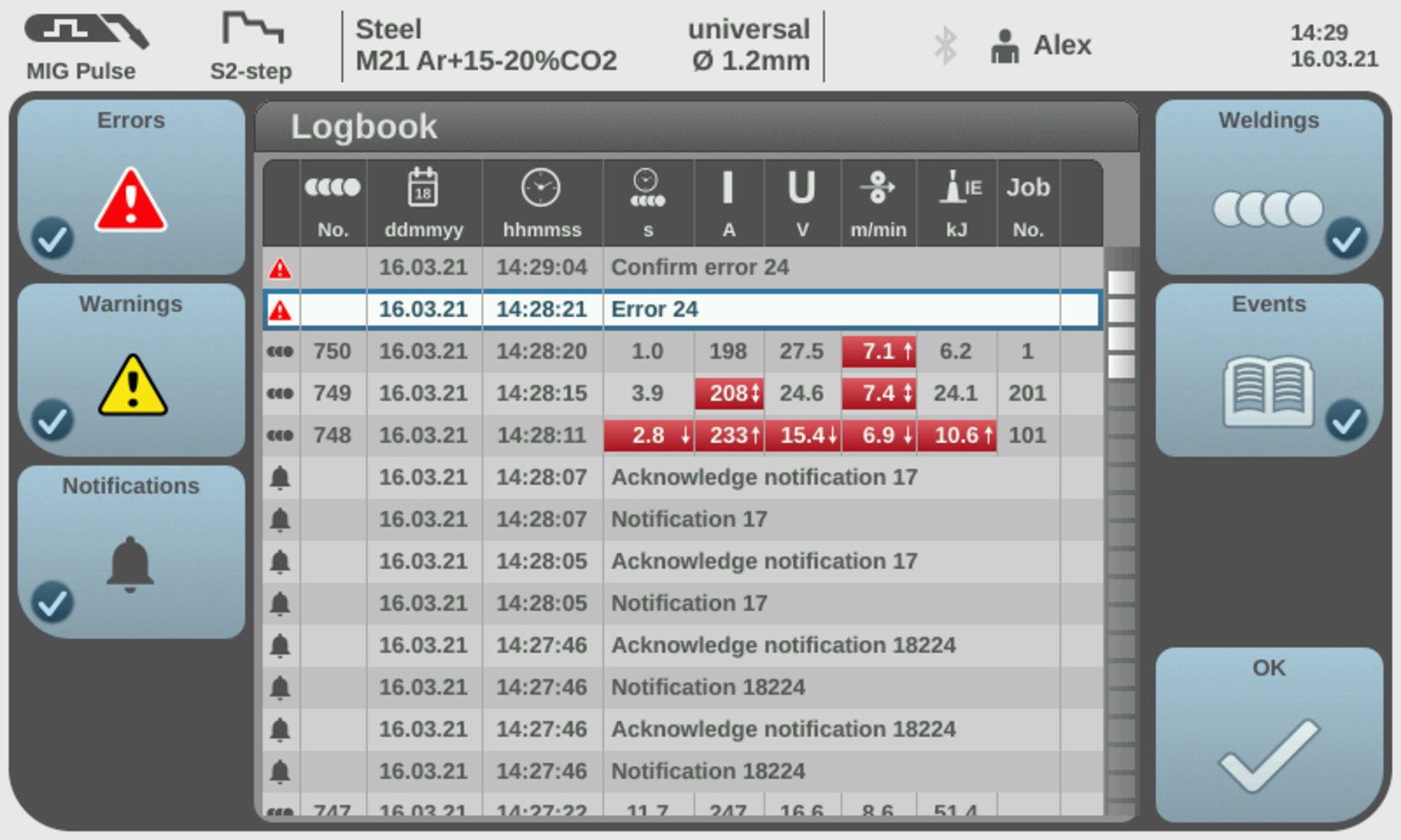
Überblick über die Einträge im Logbuch
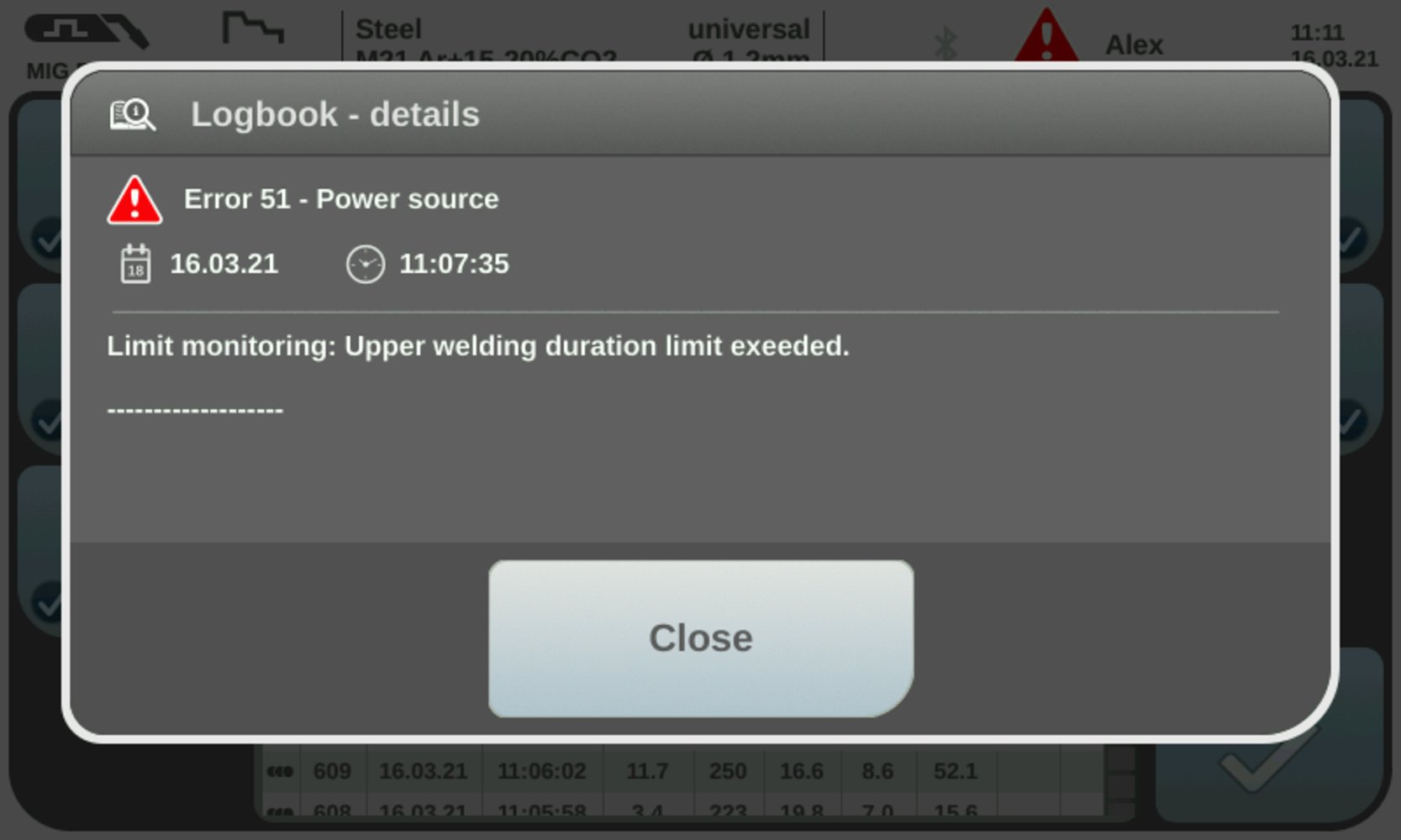
Logbuch-Details
- Während der Schweißung reagiert das Limitsignal (WORD 1 / Byte 2 / Bit 19) direkt auf eine Über- oder Unterschreitung der Limits.
- Wird keine Über- oder Unterschreitung der Limits festgestellt, bleibt das Limitsignal Low.
- Wird eine Über- oder Unterschreitung der Limits festgestellt, wechselt das Limitsignal auf High
- Die Schweißung wird sofort gestoppt.
- Die Fehlernummer (= Grund für den Schweiß-Stopp) kann am Interface ausgelesen werden (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
- Sobald sich die Parameter wieder innerhalb der definierten Limits befinden, wechselt das Limitsignal nach 1 Sekunde wieder auf Low.
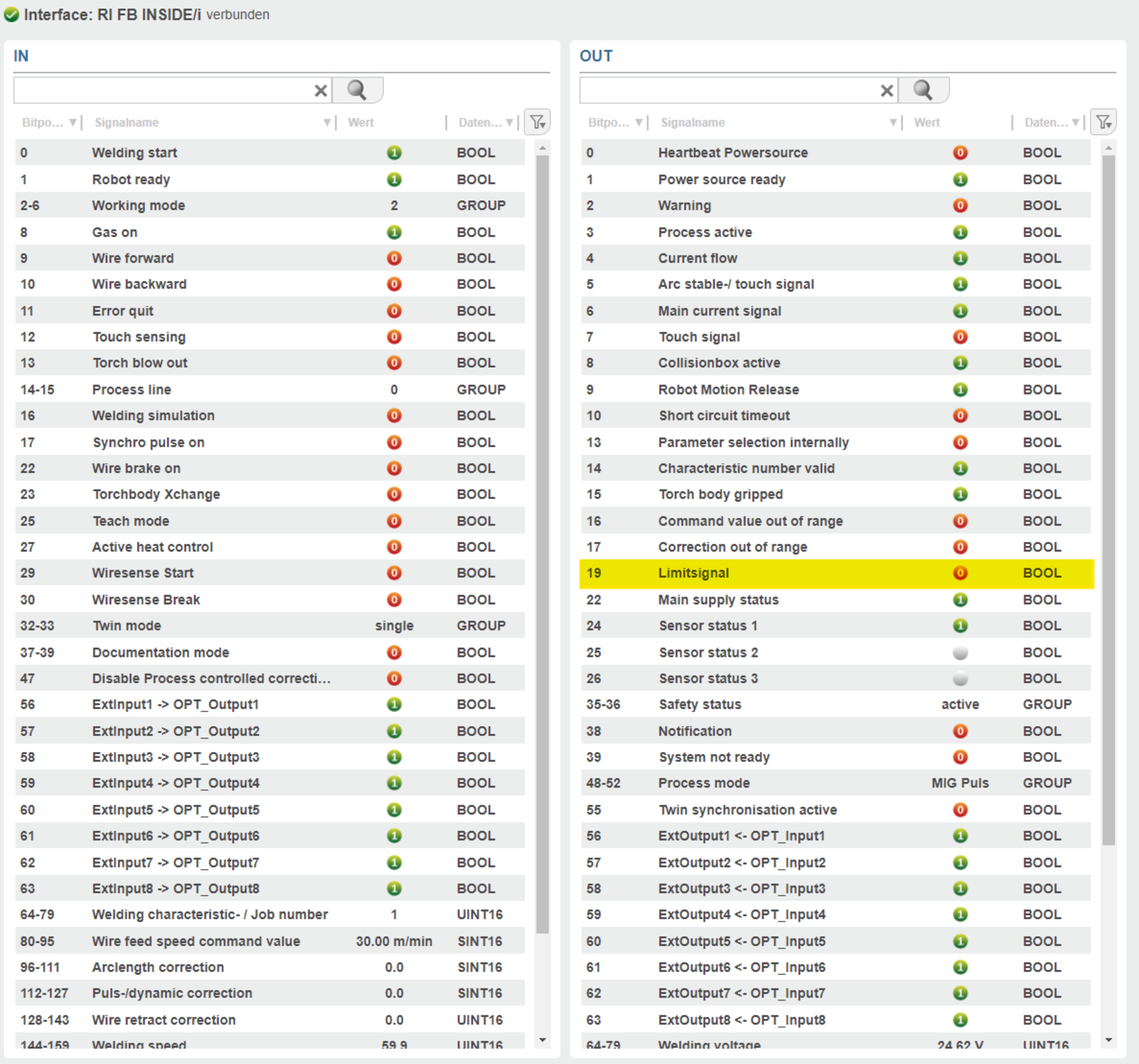
Anzeige am Interface; Limitsignal = Low
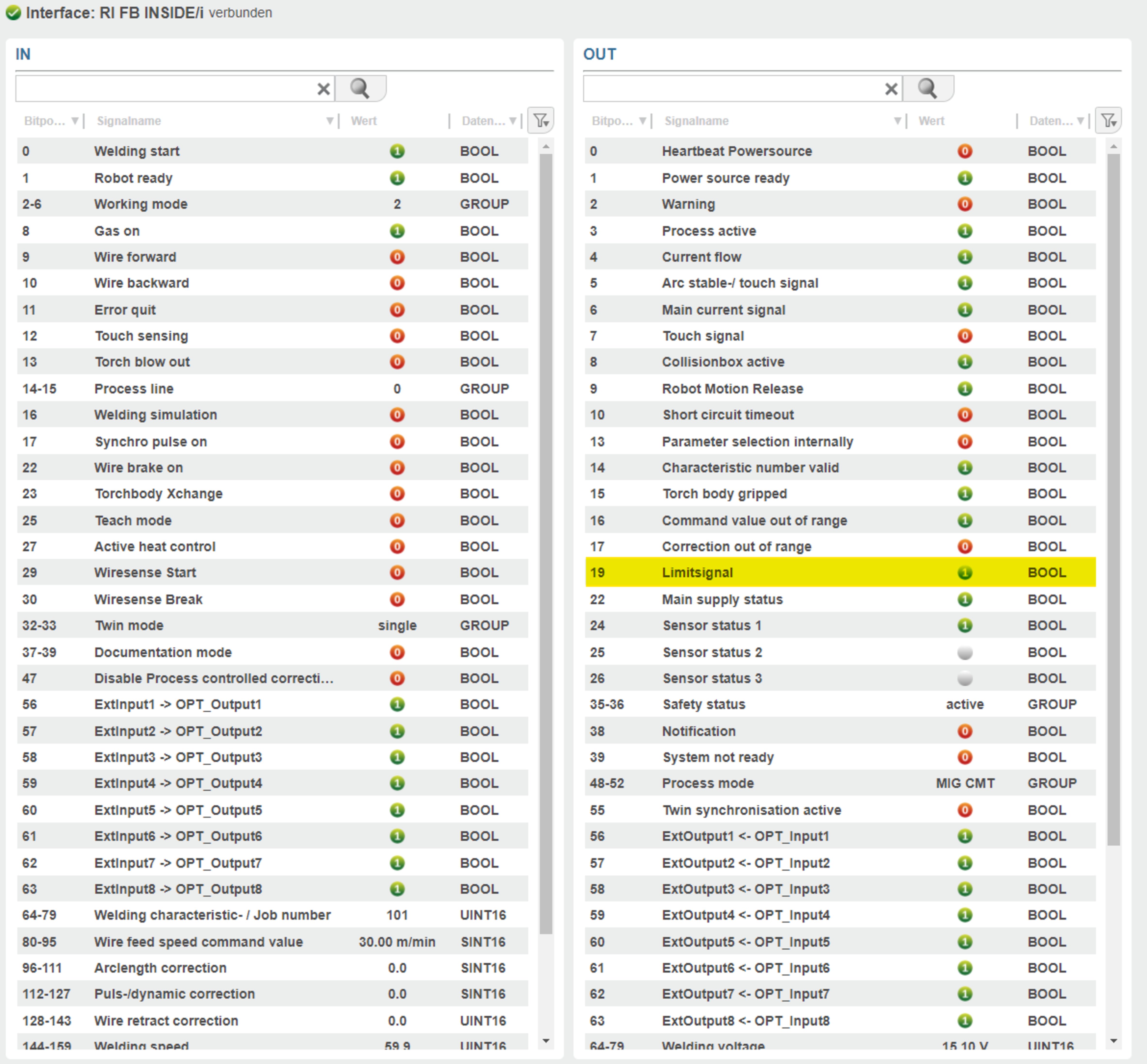
Anzeige am Interface; Limitsignal = High
Übersicht der Interface-Funktionalitäten bei Über- oder Unterschreitung der Limits:
Eingestellte Reaktion | Limitsignal | Fehlernummer (WORD 8 / Byte 16 - 17 / Bit 128 - 134) | Warnungsnummer (WORD 9 / Byte 18 - 19 / Bit 144 - 159) | Schweiß-Stopp Ja / Nein |
|---|---|---|---|---|
ignorieren | - | - | - | - |
Warnung | x | - | - | - |
Fehler | x | x | - | Ja |
Einstellung der Reaktion bei Über- oder Unterschreitung der Limits für die Motorkraft
- Die Motorkraft-Überwachung ist nicht an einen Job gekoppelt und steht daher immer zur Verfügung.
- Um Rückschlüsse auf den Zustand der Draht-Förderstrecke (Verschleiß der Draht-Führungsseele, Zustand des Motors, ....) zu erhalten, kann die Motorkraft überwacht und eine entsprechende Reaktion bei Über- oder Unterschreitung der definierten Limits eingestellt werden.
- Die Überwachung der Motorkraft ist ab Version 2.3.1 des Schweißgeräts verfügbar.
- Überwacht wird die Motorkraft des Hauptmotors M1.
- Die Überwachung der Motorkraft ist auch beim Einfädeln aktiv.
- Festlegung, wie das Schweißgerät bei einer Über- oder Unterschreitung des eingestellten Limits für die Motorkraft reagiert.
- ignorieren
- Warnung
- Fehler
Nachfolgend die Beschreibung der einzelnen Reaktionen.
Reaktion bei Über- oder Unterschreitung der Limits = ignorieren:- Keine Reaktion an dem Schweißgerät.
- Es erfolgt kein Eintrag ins Logbuch.
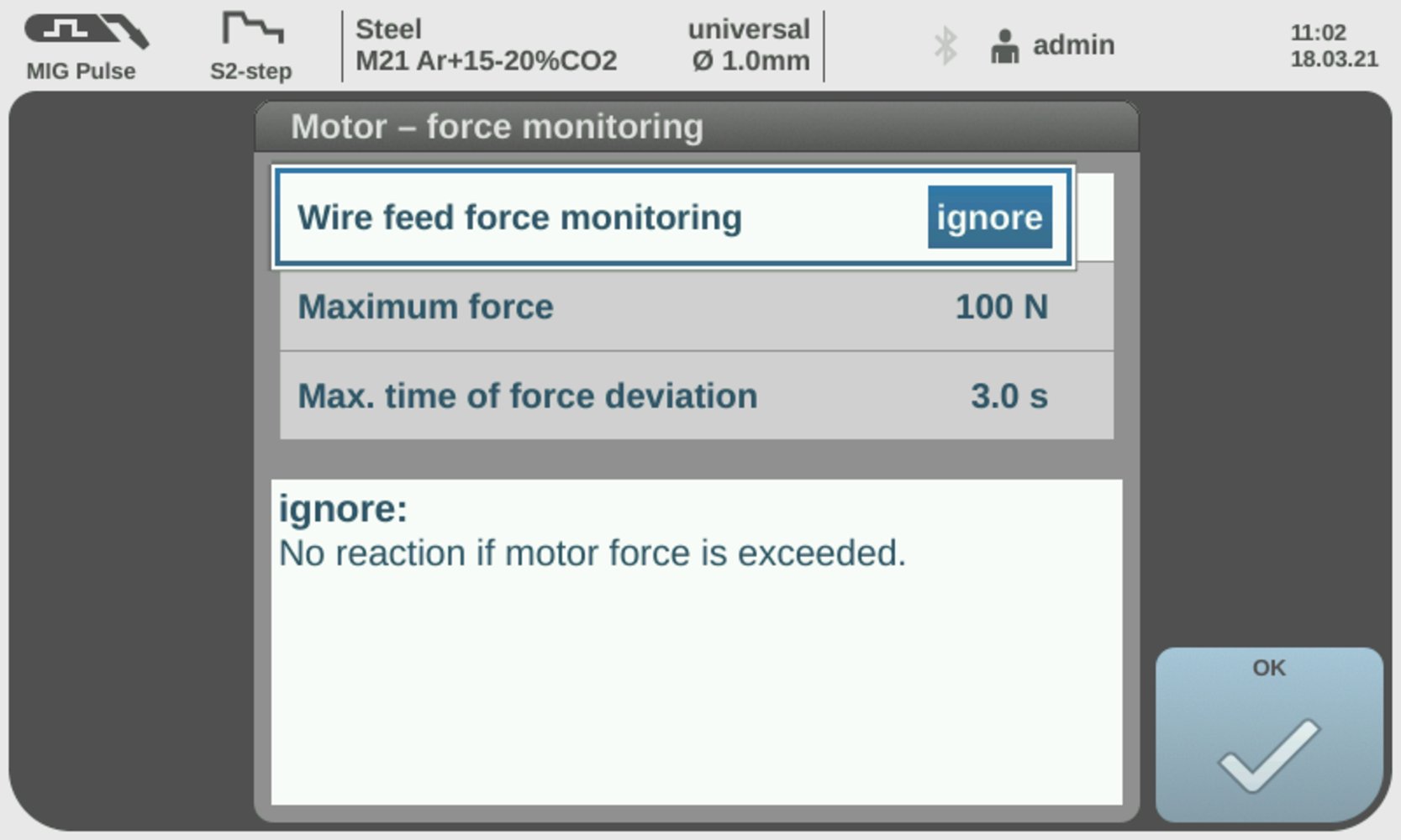
Reaktion bei Über- oder Unterschreitung der Limits = ignorieren
- Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.
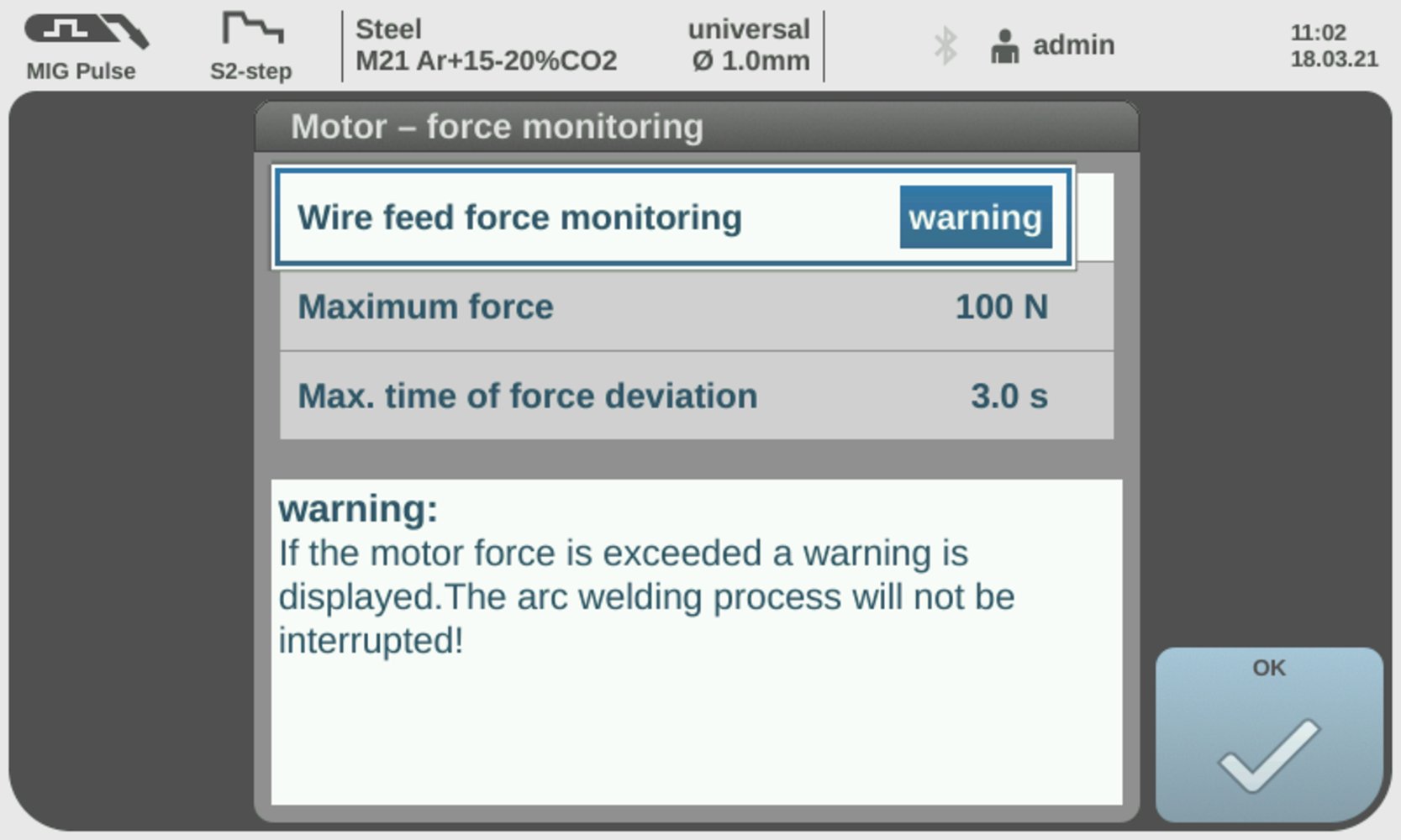
Reaktion bei Über- oder Unterschreitung der Limits = Warnung
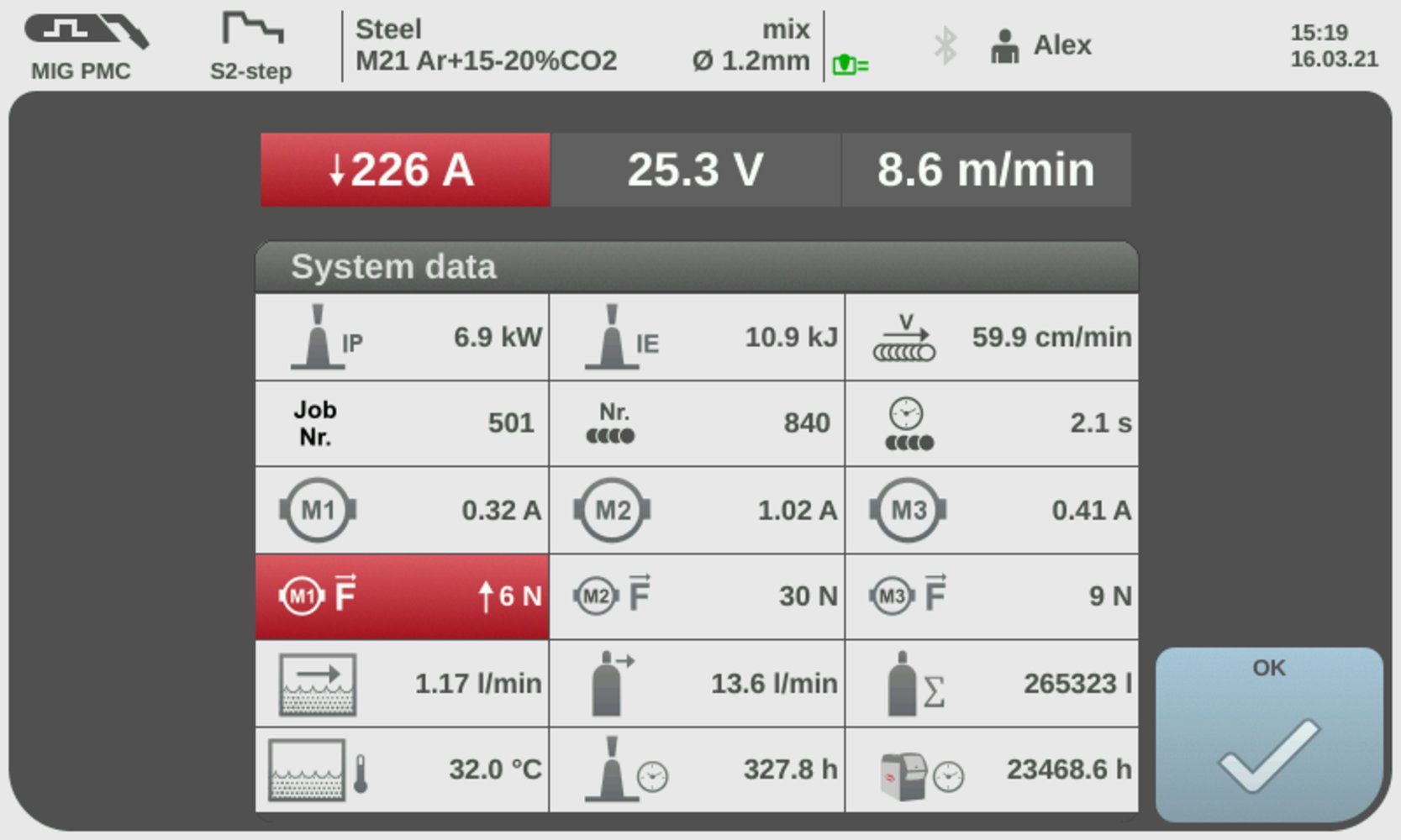
Anzeige der Warnung bei den Systemdaten
- Während der Schweißung reagiert das Limitsignal (WORD 1 / Byte 2 / Bit 19) direkt auf eine Über- oder Unterschreitung der Limits
- Wird keine Über- oder Unterschreitung der Limits festgestellt, bleibt das Limitsignal Low.
- Wird eine Über- oder Unterschreitung der Limits festgestellt, wechselt das Limitsignal auf High.
- Sobald sich die Parameter wieder innerhalb der definierten Limits befinden, wechselt das Limitsignal nach 1 Sekunde wieder auf Low.
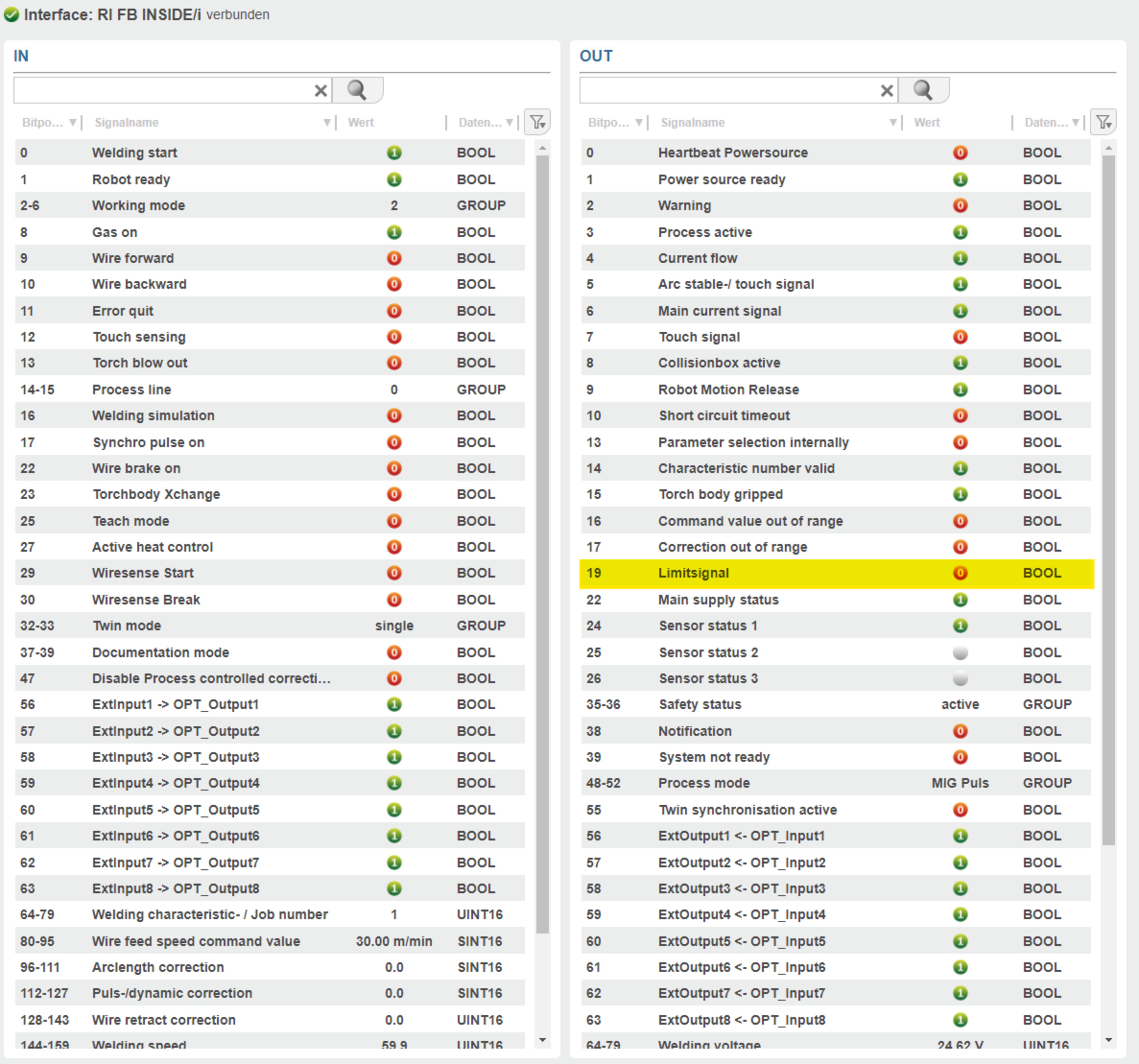
Anzeige am Interface; Limitsignal = Low
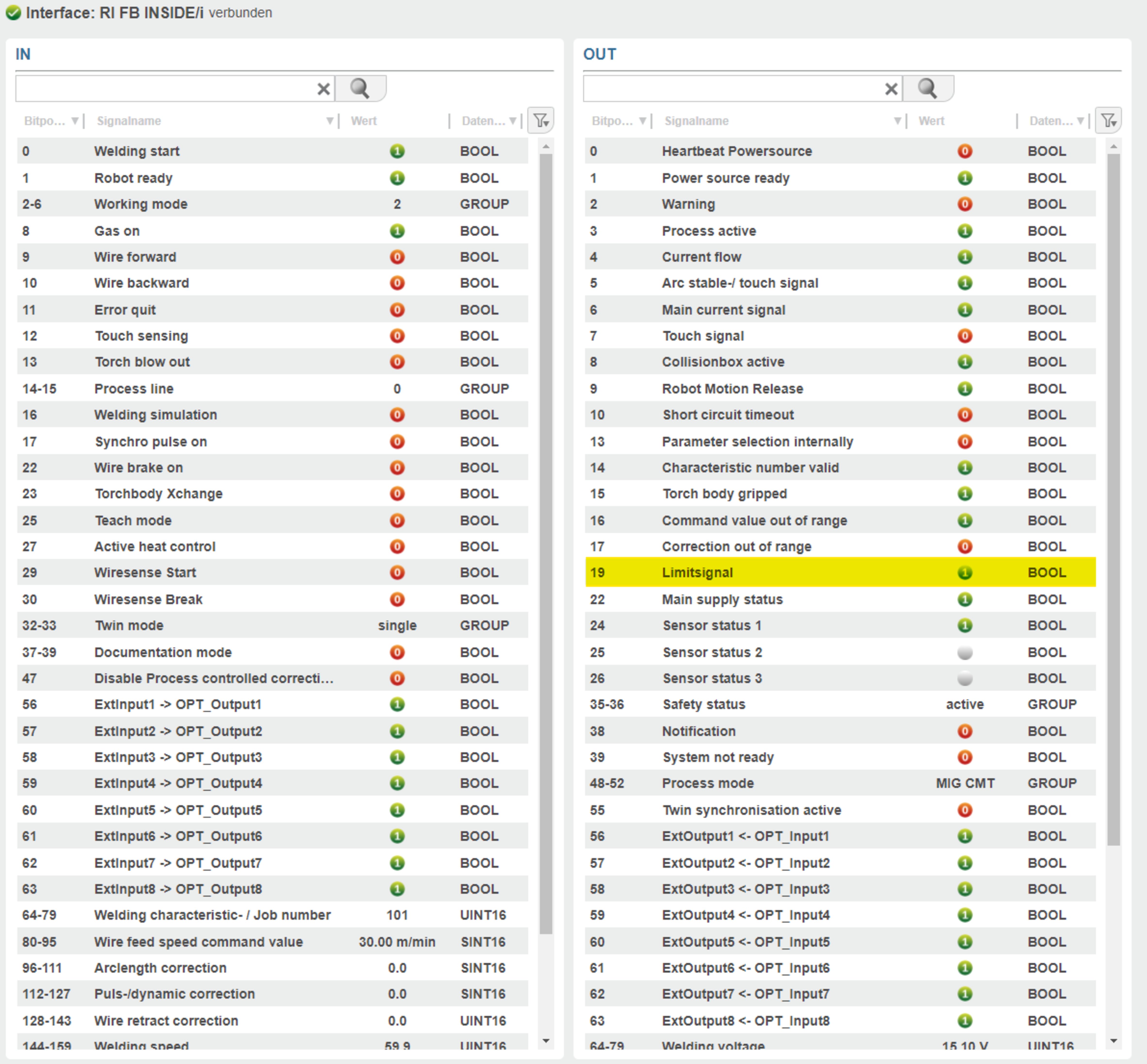
Anzeige am Interface; Limitsignal = High
- Schweißgerät stoppt den Schweißprozess.
- Eintrag ins Logbuch erfolgt.
- Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.
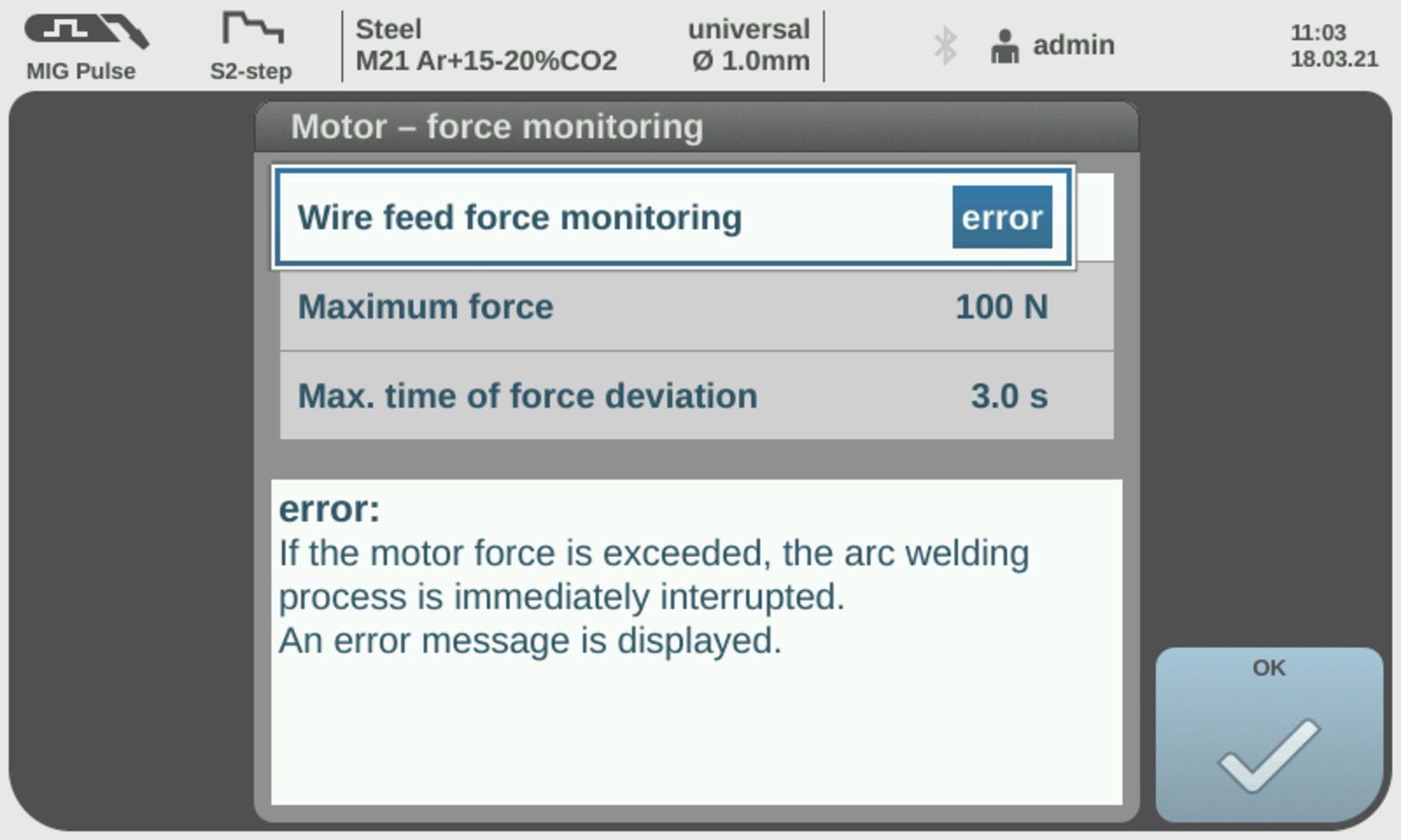
Reaktion bei Über- oder Unterschreitung der Limits = Fehler
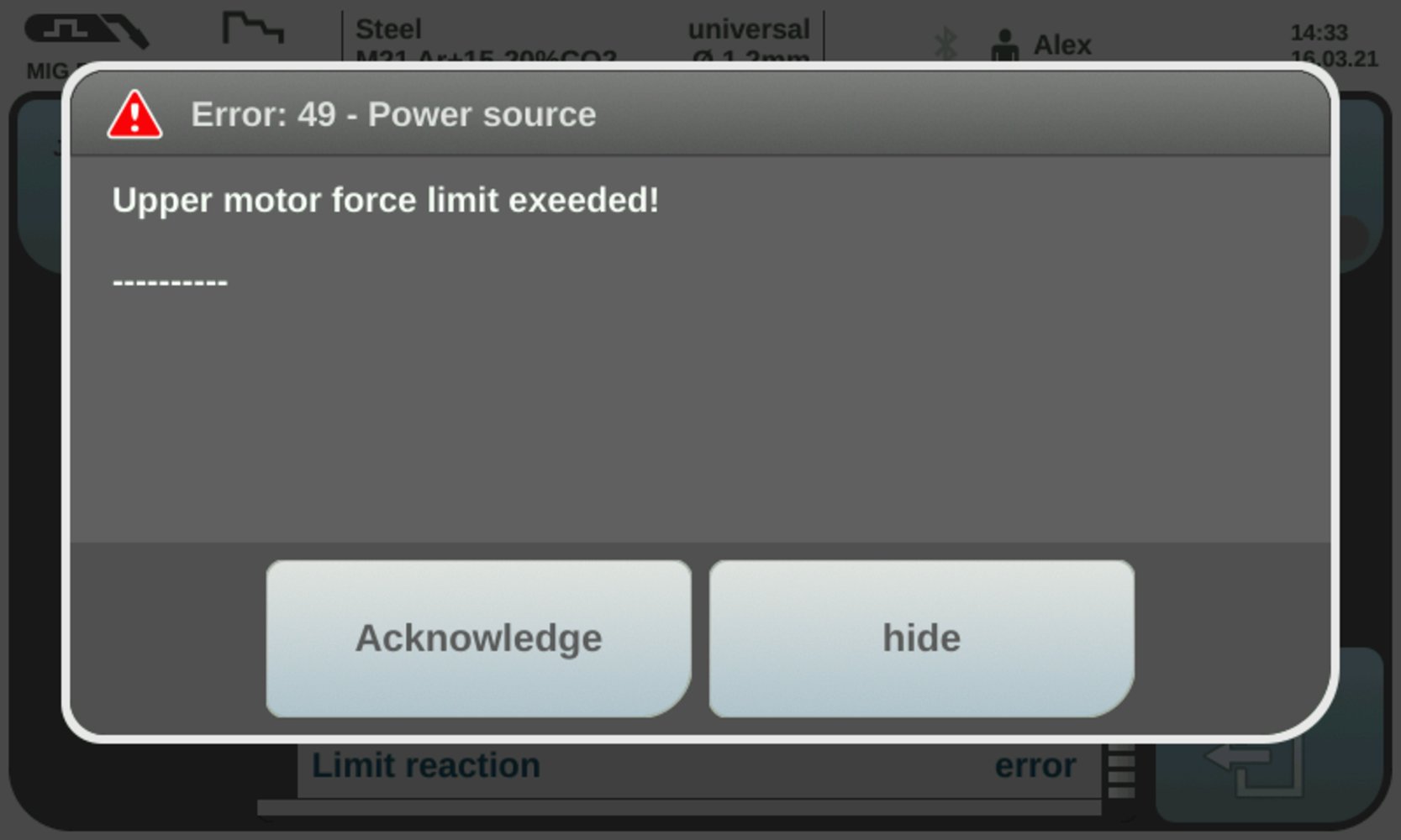
Fehlermeldung
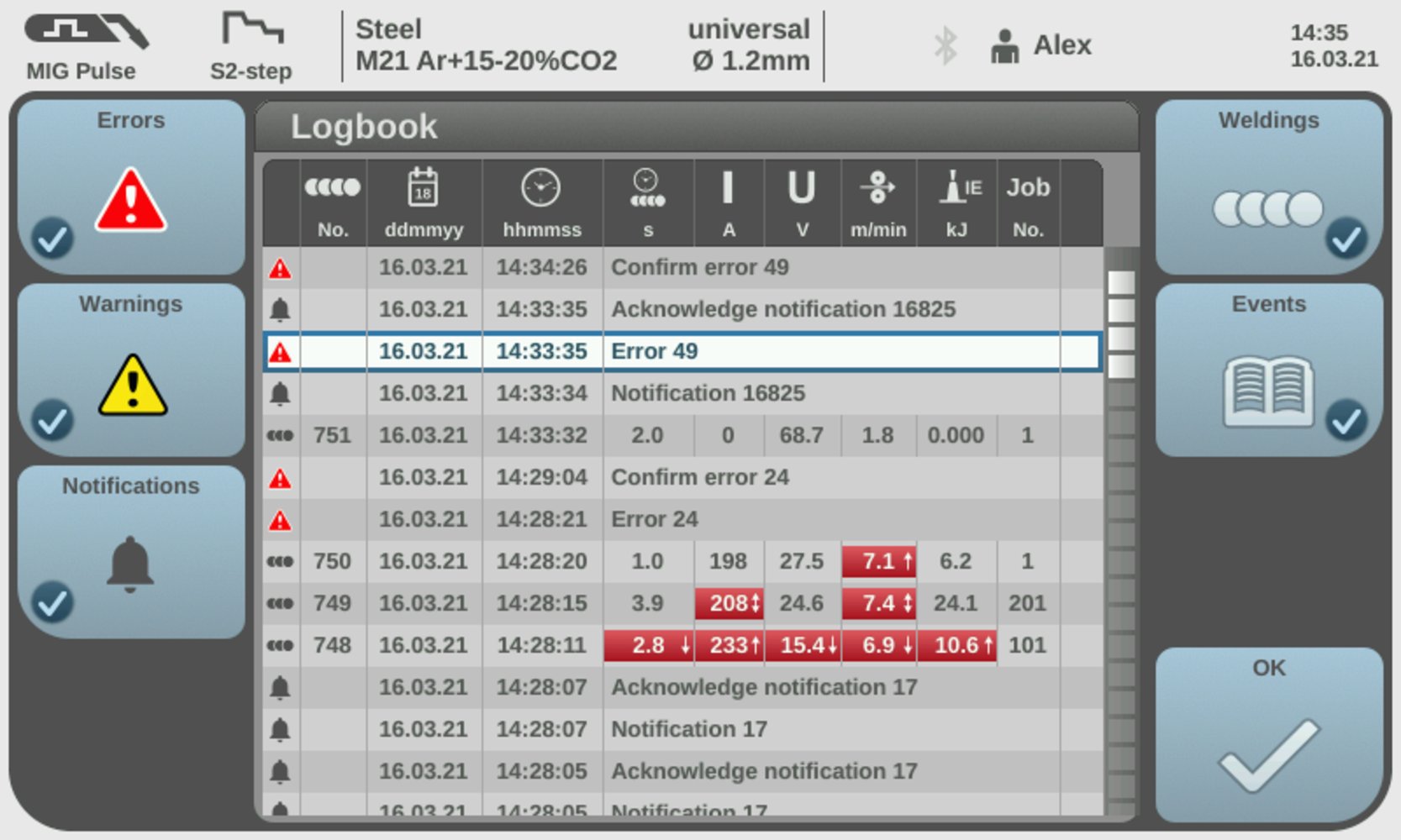
Überblick über die Einträge im Logbuch
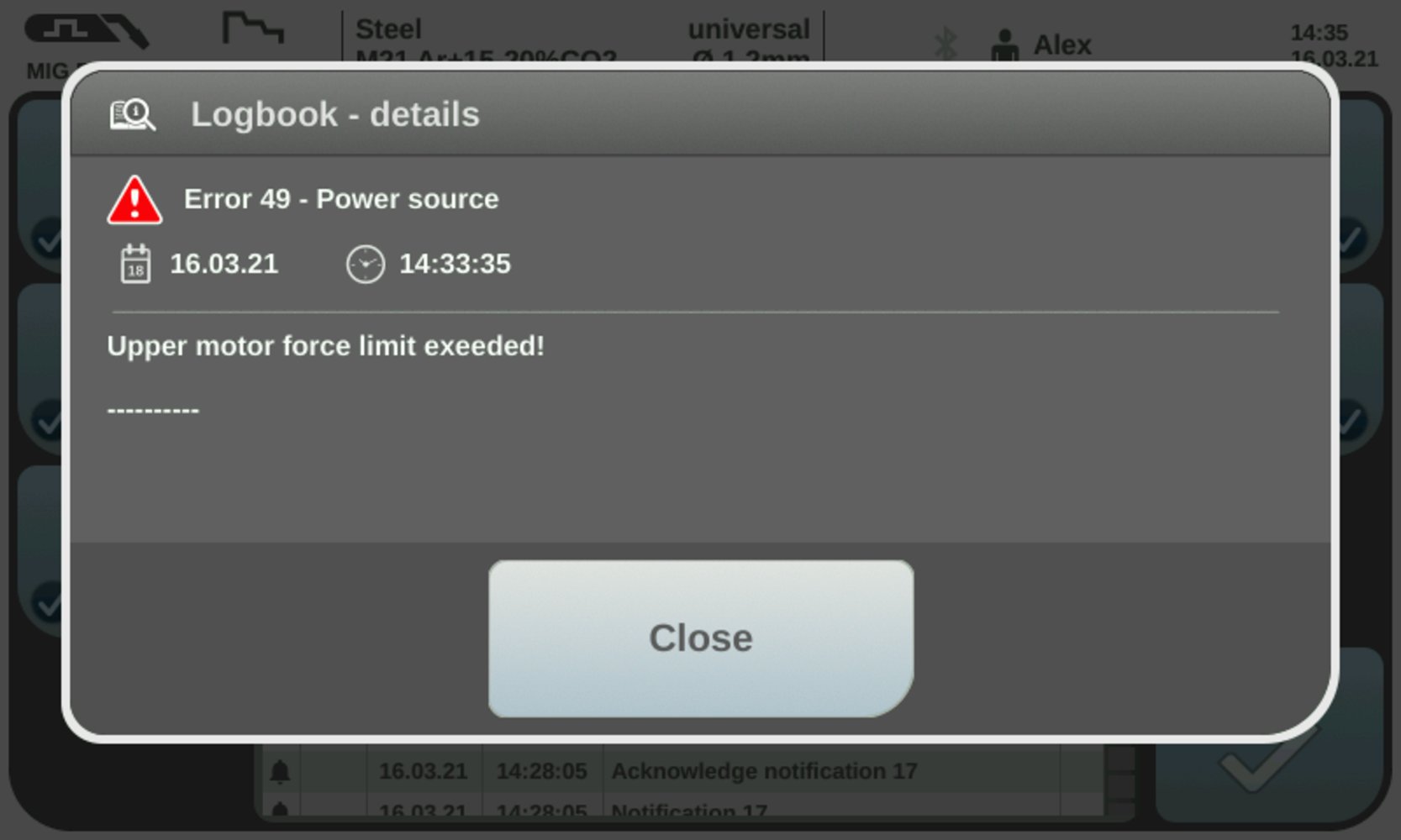
Logbuch-Details
- Während der Schweißung reagiert das Limitsignal (WORD 1 / Byte 2 / Bit 19) direkt auf eine Über- oder Unterschreitung der Limits.
- Wird keine Über- oder Unterschreitung der Limits festgestellt, bleibt das Limitsignal Low.
- Wird eine Über- oder Unterschreitung der Limits festgestellt, wechselt das Limitsignal auf High
- Die Schweißung wird sofort gestoppt,
- Die Fehlernummer (= Grund für den Schweiß-Stopp) kann am Interface ausgelesen werden (WORD 8 / Byte 16 - 17 / Bit 128 - 134).
- Sobald sich die Parameter wieder innerhalb der definierten Limits befinden, wechselt das Limitsignal nach 1 Sekunde wieder auf Low.
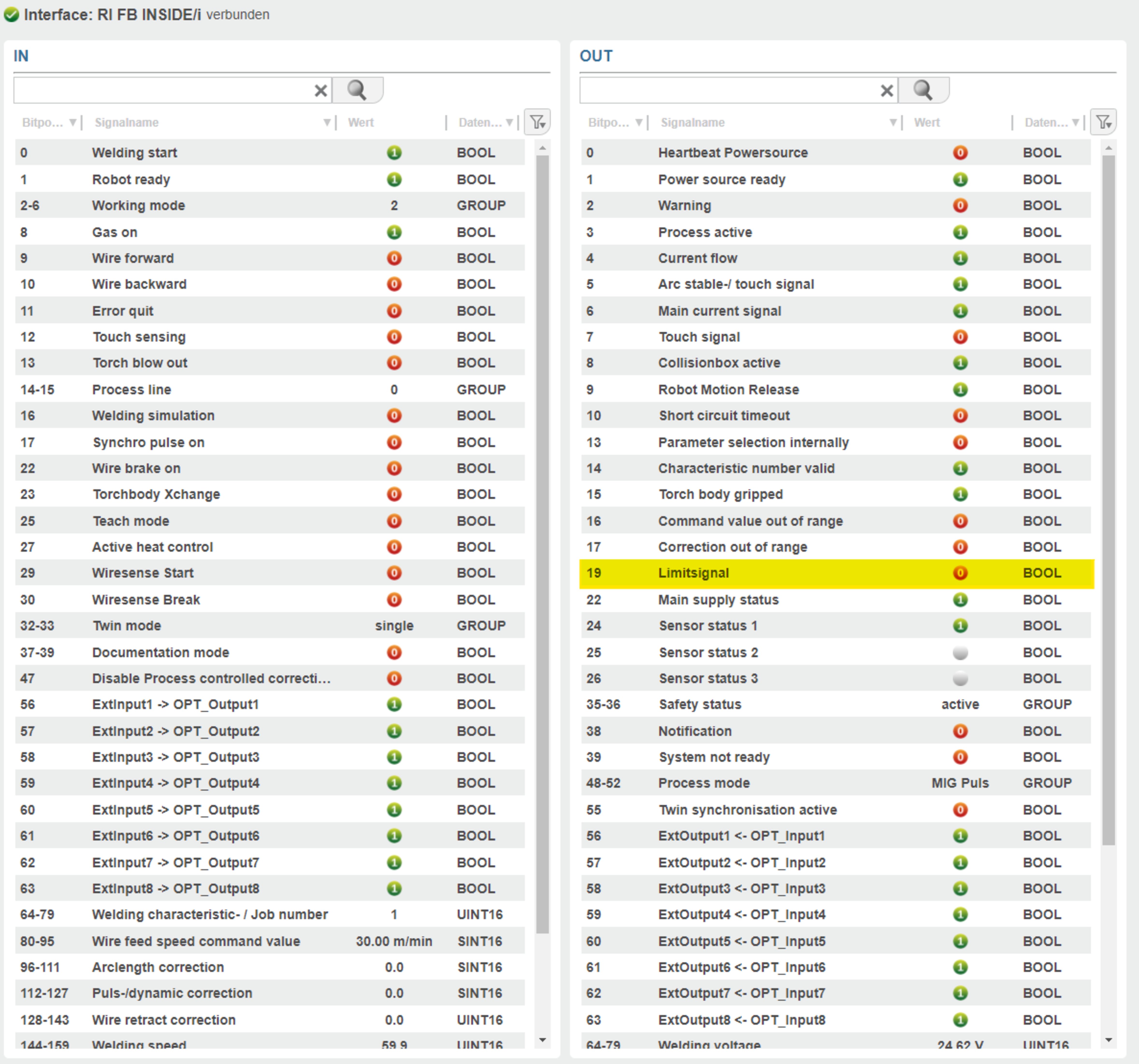
Anzeige am Interface; Limitsignal = Low
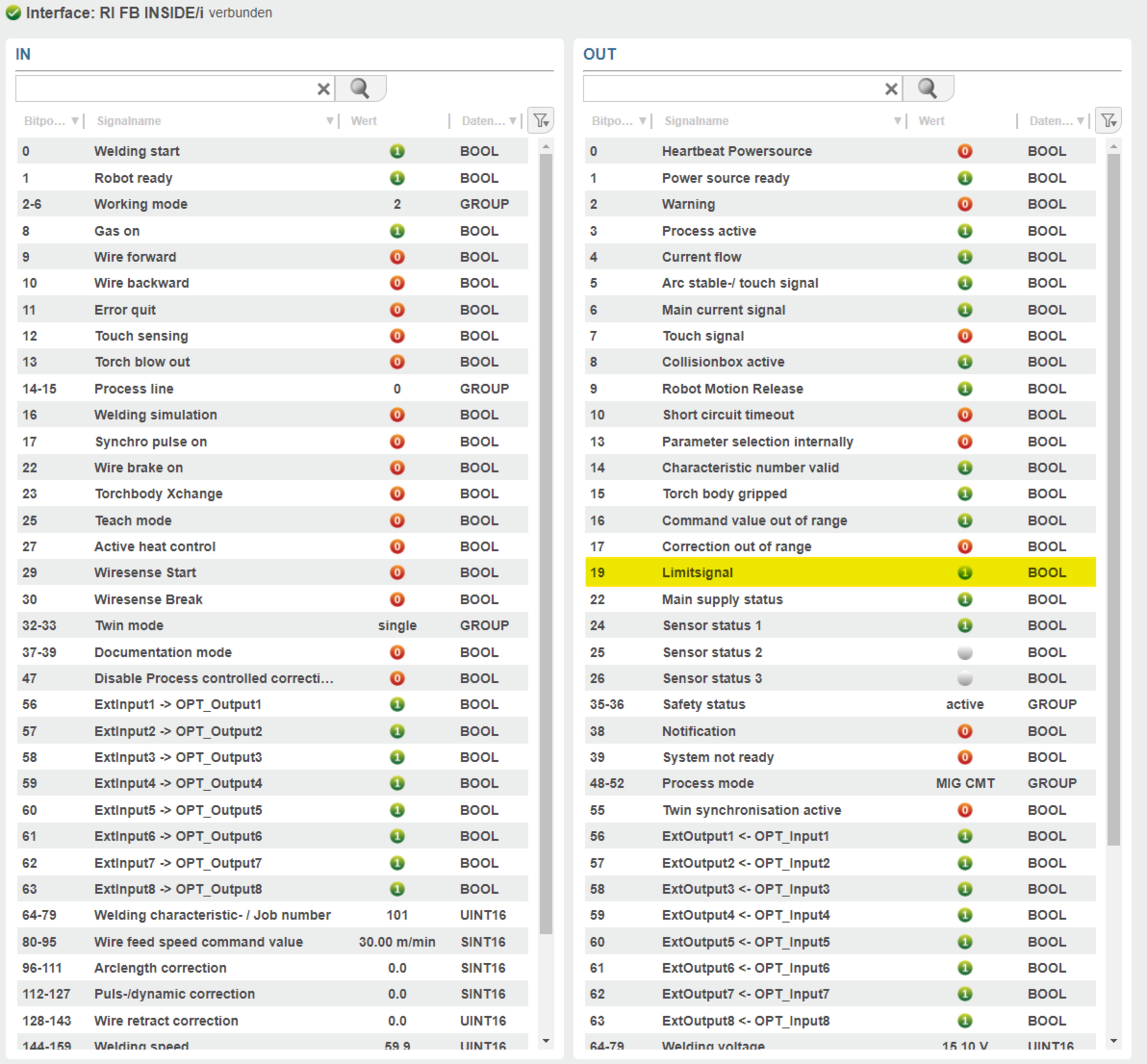
Anzeige am Interface; Limitsignal = High
Smart Manager + OPT/i Jobs (4,067,002)
Wurde das Funktionspaket OPT/i Jobs aktiviert, können die gewünschten Limits auch über den Smart Manager definiert werden:
Limit im Smart Manager definieren
Informationen zur Über- oder Unterschreitung von Limits werden auch im Smart Manager angezeigt:
Smart Manager
Smart Manager
Anzeige einer Über- oder Unterschreitung von Limits in der Systemdaten-Anzeige des Smart Manager:
Systemdaten-Anzeige im Smart Manager
Die von der Über- oder Unterschreitung der Limits betroffenen Parameter werden rot markiert.